��Ƭ�����Ļ���Ҫ��
l ȱ���Ƿ��ܹ�ͨ������������������ȡ�������ɻ��ڡ�
l ���ȣ�����ʹȱ���ڵ�Ƭ����������ʶ���Ӱ�����漰������������������⡣
l ��Σ���Ƭ�ϵ�Ӱ��Ӧ���ʵ������µ��Գ����ʾ����������Ƭ��Ա�۲��ʶ�������Ƭ�豸�ͻ��������йء�
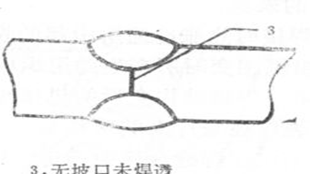
�õ�Ƭ3
��Ƭ�����Ļ���Ҫ��
l ��������Ƭ��Ա�Թ۲쵽��Ӱ��Ӧ��������ȷ�ķ������жϣ���ȡ������Ƭ��Ա��֪ʶ�����顢����ˮƽ�������ġ�
l ����������������Ƭ�����Ļ���Ҫ��ɹ���Ϊ�������棺
l ����Ƭ����Ҫ���豸��������Ҫ�����Ա����Ҫ��
�õ�Ƭ4
��Ƭ����Ҫ��
l ͨ���Ե�Ƭ������������������Ŀ��
l 1������ָ���������ȣ���
l 2. �ڶȣ�
l 3. ��ǣ�
l 4. αȱ�ݣ�
l 5. ɢ�䣻
l 6. ��������顣
�õ�Ƭ5
��Ƭ�����豸Ҫ��
l ���ֹ�����Ʒ��
l �Ŵ����ڹ۲�Ӱ��ϸ�ڣ�һ��Ϊ 2��5����
l �ڹ�壺�۲��Ƭ�ֲ������ϸ�ڡ�
l ֱ �ߣ�����������ϳߡ�
l �� �ף�������Ƭ����ָ���Ƭ�Ӵ��������ۺۡ�
l �� �������ڼ�¼�ĸ��ֹ淶������ͼ����
�õ�Ƭ6
���ӻ���֪ʶ
l ���ӵ����塢Ӧ�úͷ���
�������ü��Ȼ��ѹ��������ּ�ѹ�ķ�������ʹ�û�ʹ��������������£�ʹ�������������һ���һ�ּӹ����շ��� ��
l �������ִ���ҵ�����в���ȱ�ٵ��Ƚ����켼�������ſ�ѧ�����ķ�չ�����Ӽ���Խ��Խ�ܵ����и�ҵ�����й�ע���㷺Ӧ���ڻ�����ұ�𡢵�������¯��ѹ�����������������������������������ӡ����պ��졢�����;���װ�����������š�
�õ�Ƭ7

�õ�Ƭ8
���ӻ���֪ʶ
l ��¯������ѹ�������ĺ���
l ��¯��ѹ�������ǵ��͵ĺ��ӽṹ����Ҫ�����췽�����Ǻ��ӣ���������ֱ�ӹ�ϵ���豸���������б�Ҫ�������˽�һ�£������ĺ���֪ʶ��
l ���ӽ�ͷ
l ���� ѹ�������ĺ��ӽ�ͷ�ֳ����࣬Ŀ��������ơ����졢ά�ޡ�����ʱ���Էֱ�Դ����Ӷ���֤������
�õ�Ƭ9
6.2.3a ���ӻ���֪ʶ
�õ�Ƭ10
���ӻ���֪ʶ
l ���ú��ӷ������亸�ӹ���
l ��õĺ��ӷ���������������֣�
l ���ֹ��绡��
l �����Զ���
l �����屣����
�õ�Ƭ11
6.2.3a ���ӻ���֪ʶ
l ���ֹ��绡�����ص����豸���������Թ�������������Ҫ�����ȫ��λʩ������Ϊ����ҩƤƷ����ȫ�����ԶԸֲĵĿɺ���ǿ��������Ӧ���еĸ����磺̼���ͺϡ����⡢���ȣ�����ȱ���Ǻ����ٶ�����
l ��ͼ�����ֹ��绡����ϵͳ��ͼ���豸���Ǻ�������ǯ�����¡�
�õ�Ƭ12
���ӻ���֪ʶ
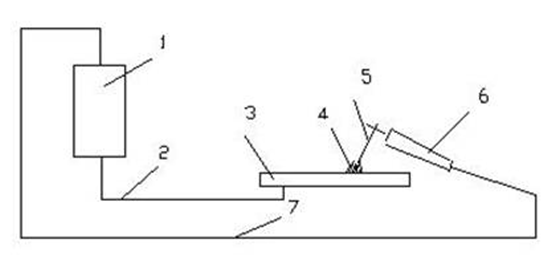
l 1 ���ӵ�Դ 2 ���� 3 ���� 4 ���ӵ绡 5 ���� 6 ��ǯ 7 ����
�õ�Ƭ13




�õ�Ƭ14
���ӻ���֪ʶ
l �ֹ���º�ʾ��ͼ
����ʱ��������۳غ�������
����ʱ��������ֱ���·������IJ������۳أ�������ɫ�������ԽϺõ�Һ����������Ӧ��ע�����������Ӧ�ó�ǰ��
�õ�Ƭ15
���ӻ���֪ʶ
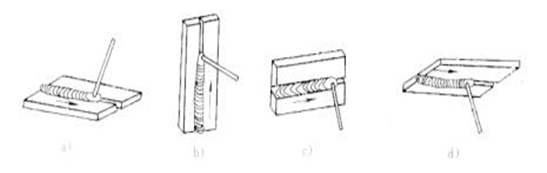
l ������Ŀռ�λ�ò�ͬ�ɷ�Ϊ��
����ƽ����ˮƽ��ĺ��ӡ�
������������ֱƽ�棬��ֱ�����ϵĺ��ӡ�
�����Ẹ����ֱƽ�棬ˮƽ�����ϵĺ��ӡ�
��������������ƽ�棬ˮƽ�����ϵĺ��ӡ�
�õ�Ƭ16
���ӻ���֪ʶ
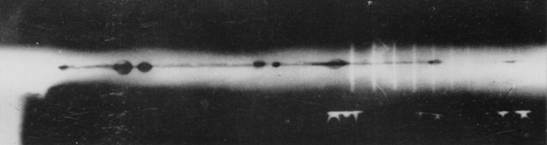
l ��.ƽ�����ֹ�ƽ��Ӱ�����Կɼ��ľ��ȷֲ��ĺ������в��ƣ����νϹ������䲨��ͼ����ͬˮ�IJ���һ�� ��

�õ�Ƭ17
���ӻ���֪ʶ
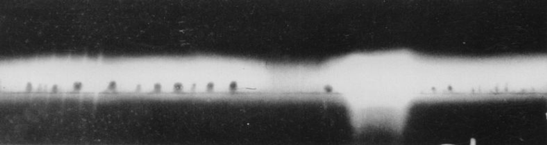
l ��.�������ֹ�����Ӱ�����Կɼ�����״���Dz��ƣ���ʱ�����ǹ��ۣ����νϹ�����

�õ�Ƭ18
���ӻ���֪ʶ
l ��.�Ẹ���ֹ��ẸӰ�����Կɼ������뺸��֮��Ĺ��ۣ��Ẹʱ�����������°ڶ������������IJ��ơ�

�õ�Ƭ19
���ӻ���֪ʶ
l ��.�������ֹ����������ں����ڶ���ʽ��ƽ�������������ͬ����Ӱ����ƽ����������������ƣ���ͬ�����Բ��������ɵĺ���Ӱ�ڶȲ����ȣ����䱳��Ϊƽ���죬�ɼ���̫���Ե�ƽ�����ơ�


�õ�Ƭ20
���ӻ���֪ʶ
l �ܻ���ɷ�Ϊˮƽת������ˮƽ�̶����ʹ�ֱ�̶�����ˮƽ�̶����ֳ�Ϊȫλ�ú���
l ��.ˮƽת����������Ӱ�����Կɼ�ƽ��ˮ����������
��.ˮƽ�̶������ֳ�ȫλ�ú�����Ӱ��Ⱦ���ƽ����������������������Ӱ��������������β�̫������
��.��ֱ�̶������ú���ȫ��Ϊ�Ẹ������Ӱ����кẸӰ��������
�õ�Ƭ21

6.2.3a ���ӻ���֪ʶ
�õ�Ƭ22
���ӻ���֪ʶ
l �����Զ�����һ�������ں������¹⺸˿�ͺ���֮��ȼ�յĵ绡�������������ۻ���˿��������ĸ�Ľ������γɺ���ķ�������ѹ�������Ⱥ��ӽṹ����Ҫ���ӷ���֮һ�����ĺ���������������Ϊ���ĵ绡���ں����µ�һ����տռ�ȼ�գ����Һ����ں����ı�������ȴ�����Գ�ֵؽ���ұ��Ӧ�����û���������������Զ����̶ȱȽϸߣ�����Ч�ʸߡ������ã��Ƚ��ʺ��ڴ��ģ���ִ�����������ֻ�ܸ���ƽ������
�õ�Ƭ23
���ӻ���֪ʶ
l �豸������Դ��������
l ��ԴҲ��ֱ���ͽ���֮�֣�ֱ����Դ�绡�ȶ��������ڶԺ��ӹ��ղ���Ҫ��ϸ��豸�����ϡ�
l �����а��Զ�������ȫ�Զ����������ߵIJ�֮ͬ������ǰ�ߵĺ����ٶ�������ߣ����������ƣ����ߺ�˿����������������ֹͣ�������ٶȵ���ȫ���Զ���ɡ�
�õ�Ƭ24
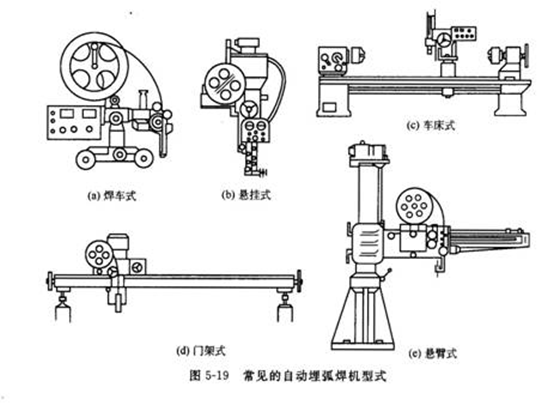
���ӻ���֪ʶ
l ͼ5-19�dz��������Զ�����������ʽ���������a��e����
�õ�Ƭ25

6.2.3a ���ӻ���֪ʶ
l ���ú��ӷ������亸�ӹ���
l ��õĺ��ӷ���������������֣�
l ���ֹ��绡��
l �����Զ���
l �����屣����
�õ�Ƭ26

6.2.3a ���ӻ���֪ʶ
l ���ú��ӷ������亸�ӹ���
l ��õĺ��ӷ���������������֣�
l ���ֹ��绡��
l �����Զ���
l �����屣����
�õ�Ƭ27
���ӻ���֪ʶ
l �Զ�����Ӱ����ι���������⻬�����ֹ��绡�����������ƣ������º����۷��������ˮ�����ơ�
�õ�Ƭ28

6.2.3a ���ӻ���֪ʶ
l ���ú��ӷ������亸�ӹ���
l ��õĺ��ӷ���������������֣�
l ���ֹ��绡��
l �����Զ���
l �����屣����
�õ�Ƭ29

�õ�Ƭ30
���ӻ���֪ʶ
l �����屣���绡��
l ������õ����屣���绡�����ټ�벻��������벻������������������̼���屣������
l �ټ�벻����缫���١����ٺϽ����ٺϽ𣬱�������ͨ���������������벺������������������ٵ��۵���3410��е���5900�����Ժ��ʺ���Ϊ���ۻ��缫��Ҳ����ټ����Բ��ýϴ�ĵ������绡��Ȼ�ȶ����У�Ч�ʸߡ��豸ϵͳ��ͼ5-29���ɵ�Դ�������䡢��ƿ�����¡����ܡ���ǹ���������ɣ���˿��
�õ�Ƭ31
���ӻ���֪ʶ
�õ�Ƭ32


�õ�Ƭ33
���ӻ���֪ʶ
l �ֹ��ټ�벻������ֳƷ��ۻ���벻������Dz��ù�˿������˿�ڶ��ٶȵ����ֹ��绡����������ι⻬�����������������ڵ绡����
�õ�Ƭ34


6.2.3a ���ӻ���֪ʶ
�õ�Ƭ35


�õ�Ƭ36
����ȱ�ݵ�Σ����ؼ���༰����
l �ں��ӹ����У�����������һЩԭ���ӽ�ͷ�����������ȱ���Dz��ɱ���ģ�������Ӧ���뷽�跨��ȱ�ݿ��Ƶ�����ȡ�
l �����ۻ������ӽ�ͷ�е�ȱ�ݿɷ�Ϊ�������ࣺ
�õ�Ƭ37
����ȱ�ݵ�Σ����ؼ���༰����
l �������������ʱ���¶ȷ�Χ�����֣�Ҳ���Խ����Ʒֳ����ࣺ
l 1)�����ƣ����Ƶķ������ڽ��������߸������ڸֵ�����Ar3���ϡ�
l 2)�����ƣ����Ǵ�200����Ar3֮����������ƣ�Ҳ���ǰ�����ֽ��¶ȷ�Χ�������������ơ�
l 3)������:��������200�����£����������²��������ơ�
�õ�Ƭ38
�õ�Ƭ39

�õ�Ƭ40

�õ�Ƭ41

�õ�Ƭ42

�õ�Ƭ43

�õ�Ƭ44

�õ�Ƭ45
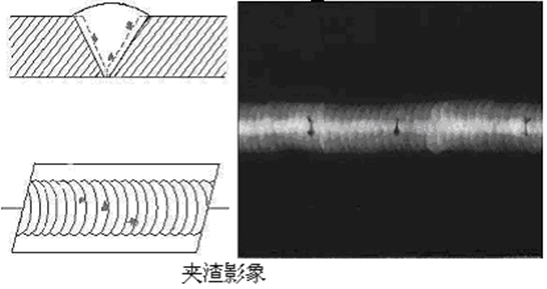
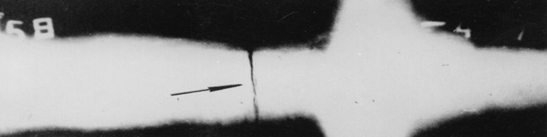
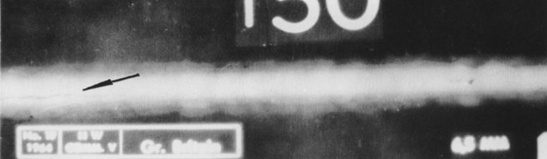
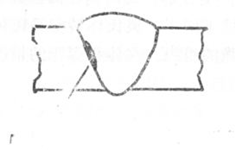
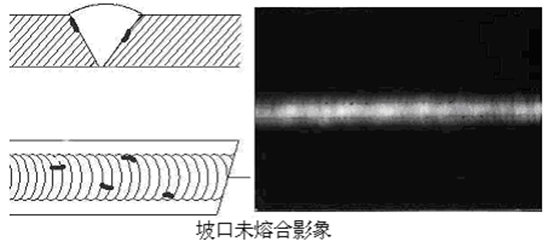
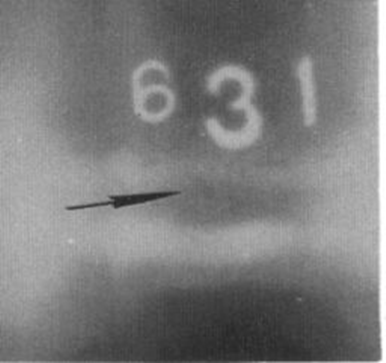
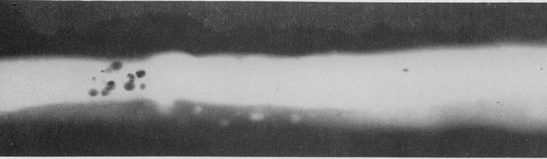
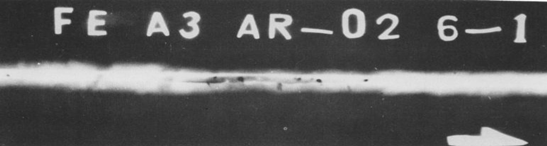
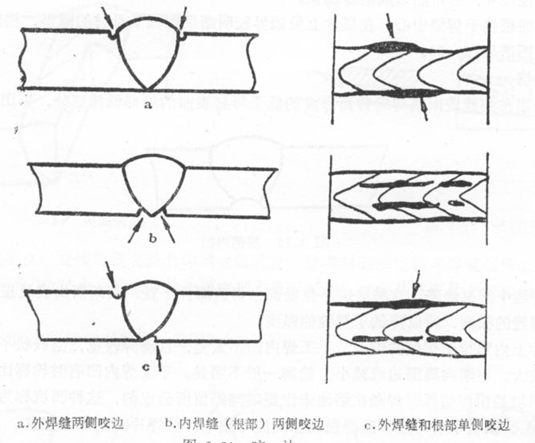
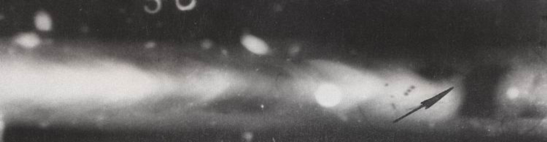
����ȱ��(����)�ڵ�Ƭ����ò
l �����ڵ�Ƭ�ϵ���ò��
l 1) ��ϸ�������Դ����ݼ��в�״ϸ�ƣ����˼�ϸ���ڶ���Į��ʧ����ʱ����ͷǰ����˿״��Ӱ���졣
l 2) ���Ƴ�һ��ֱ��ϸ�ƣ��������������˳��ϼ�ϸ���в��Կ������з�֦����Եû����״����
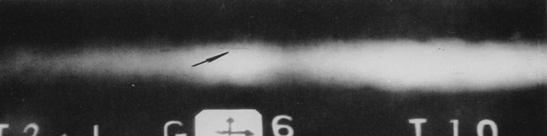
l 3) ���������ƣ��ڶȽ�dz��
l ���Ƶļ���Ͷ��������������Dz����ģ���Ҫʱ��Ҫ����������ֶΣ����ڳ�����̽�˺ʹ���̽���������֤��
�õ�Ƭ46
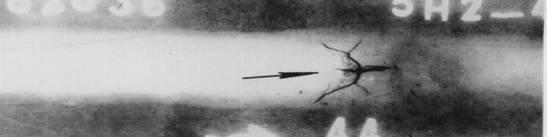
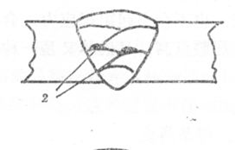
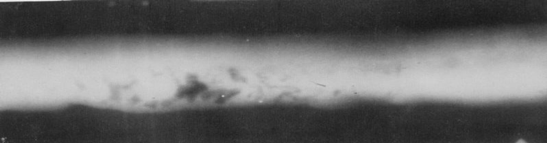
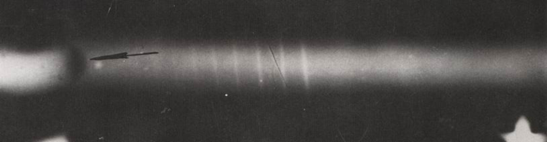
����ȱ��(����)�ڵ�Ƭ����ò
l ���ƣ�E����������ɷ�Ϊ����E������E ������E�ͷ���״E
l 1�� �������ƣ�����ƽ���ں�������ߣ��������ں���Ӱ����������ֺ���ϣ��ۺ����ϣ�����Ӱ������ĸ�IJ�λ���ڵ�Ƭ������Ӱ���Ϊ�Դ����ݣ������в��Ƶ�ϸϸ�ĺ�ɫ����,�ڶȾ��ȡ�������������5���Ŵ��¹۲���������ɢ���������˼�ϸ����֦�����жνϿ����ڶȽϴ�һ���Ϊ�����ƣ��ڵ�Ƭ�Ϻ���Ӱ��ĸ�������Ӱ��������ֱ���ԣ����д�ͬһ�ѷ��������һ���ɢ���ֲ棩�����ƣ���ȱ��Ӱ�������������߽�ڶ���ɢ����������Ӱ���Ϊ�����ơ�
�õ�Ƭ47
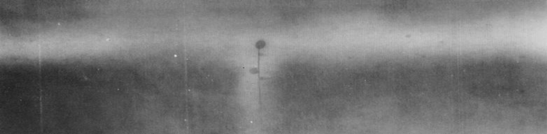
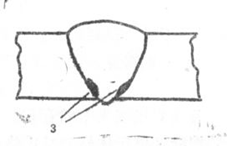
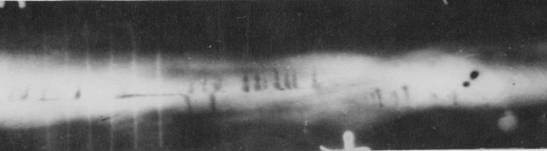
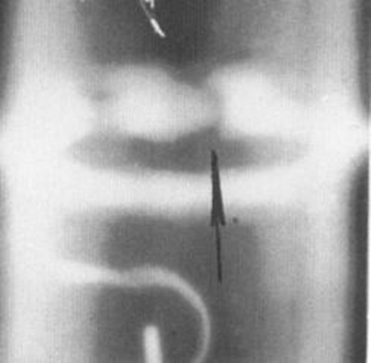
����ȱ��(����)�ڵ�Ƭ����ò
l 2�� �������ƣ���ֱ��ʱ������Ӱ���ഹֱ�ں�������ߣ�һ��������״�ᾧ���緢��������ĸ�ĵľ�������������ĸ�ĵľ����ϵĵ��۹������ʣ��ڼ��ȹ����в�����Һ�����ƣ����غ������״������������չ�����ڵ�ƬӰ�����Ӱ���������ɼ���ֱ�ں������ߵ�ϸ��ɫ���ƣ����˼�ϸ�����������ͷ�֦�������������ڶȽϴ�һ�����̫�������ٴ������졣
�õ�Ƭ48
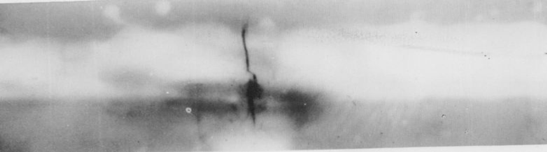
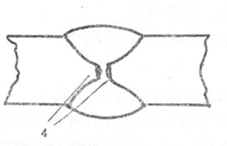
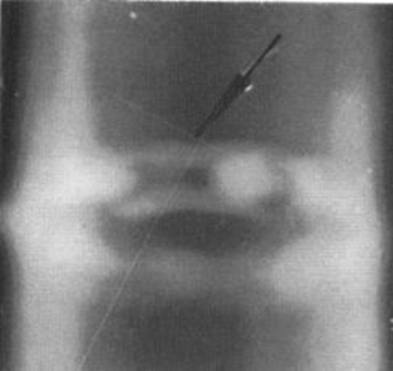
����ȱ��(����)�ڵ�Ƭ����ò
l 3�� �������ƣ��ֳƻ�����ƣ�һ����ں�����ջ����ڲ����ĵ��۹�������ɵģ��ڵ�Ƭ�Ļ���Ӱ���г��֡�һ�֡��ƣ��͡����Ρ��ƣ�Ӱ��ڶȽϵ�������������
l 4�� ����״���ƣ��������ƣ���������һ��ͬ������ȥ���������ڵ�Ƭ����Ӱ������IJ�λ����Ҫ������۹�����ɣ�������ȥ�Ķ��Ƕ�С�ģ��ڶȲ�̫��,�����ȣ���������Ӱ��,����ò��ͬ�����������⣬���ֳ��������ơ�
�õ�Ƭ49
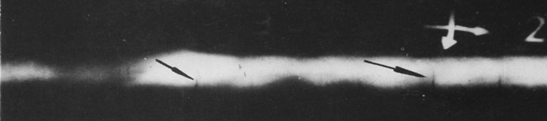
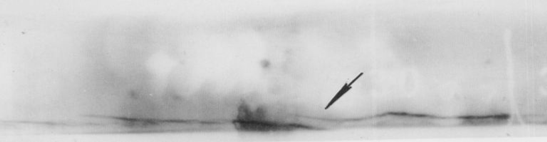
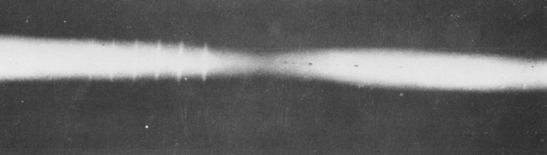
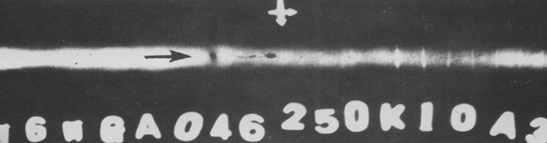
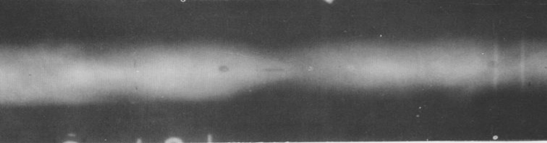
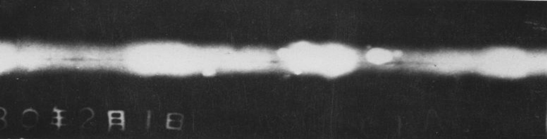
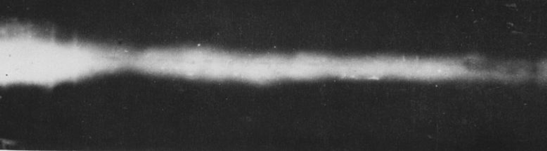
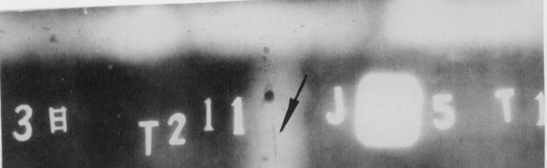
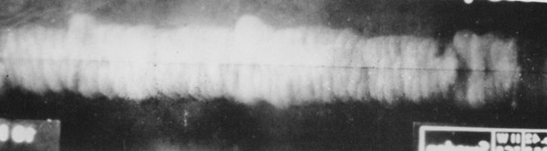
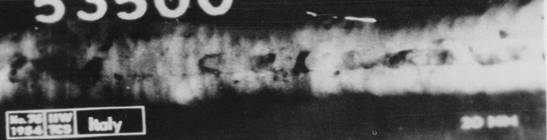
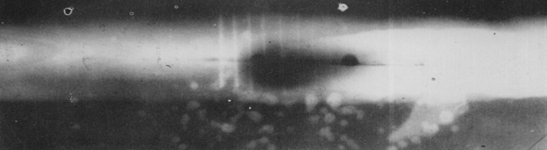
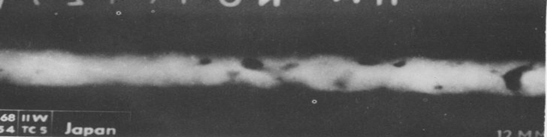
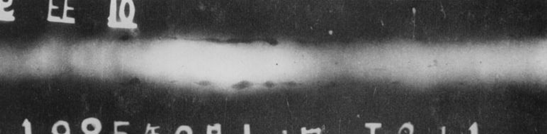
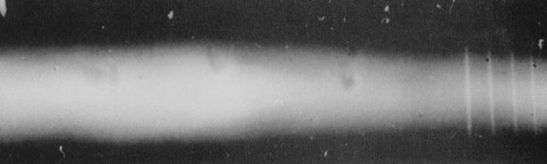
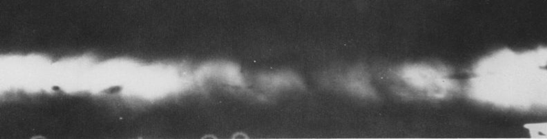
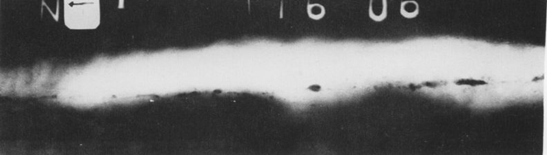
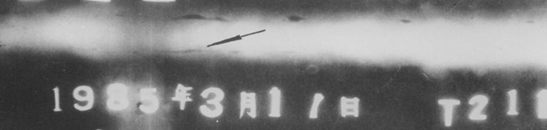
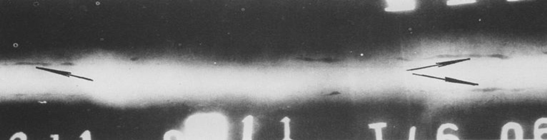
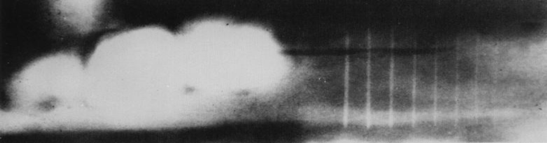
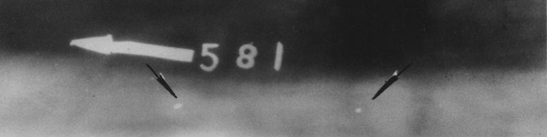
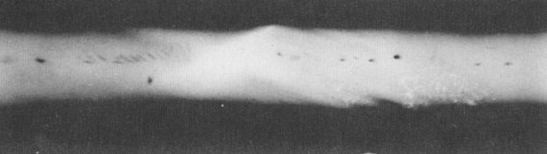
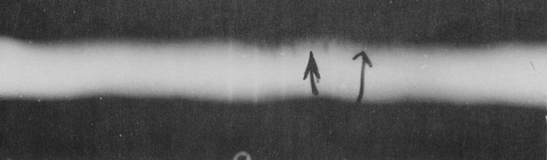
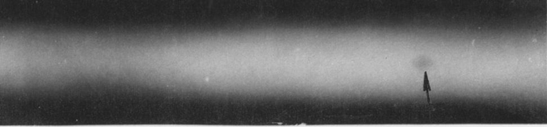
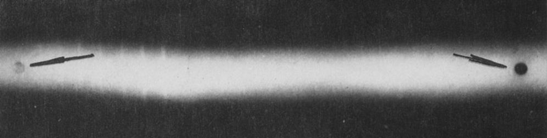
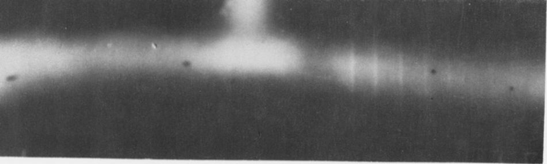
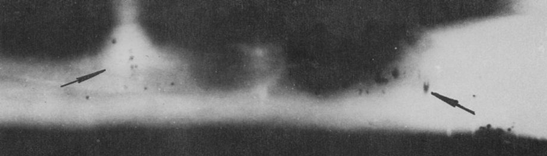
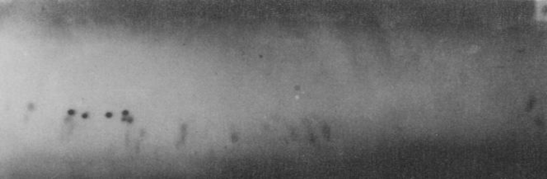
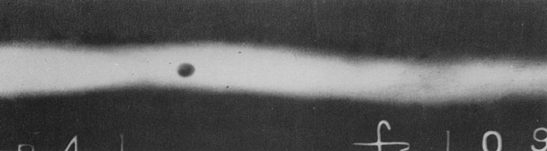
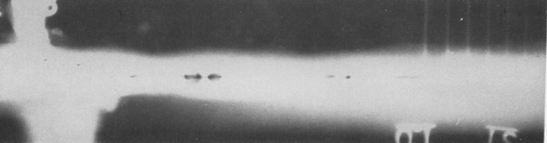
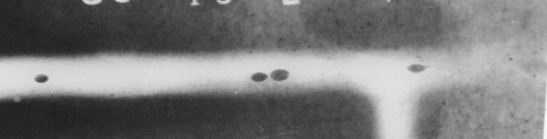
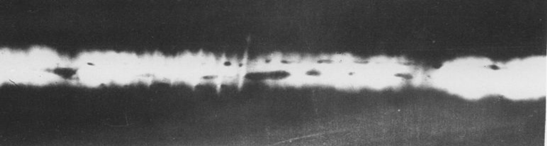
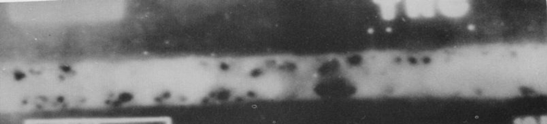
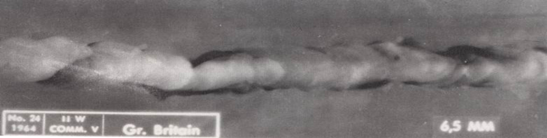
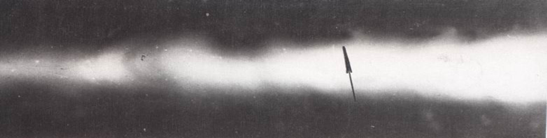
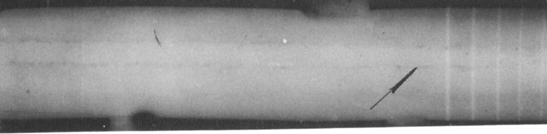
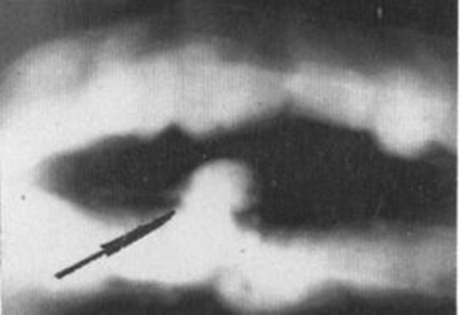
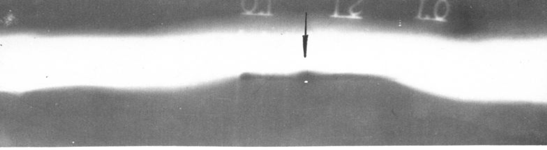
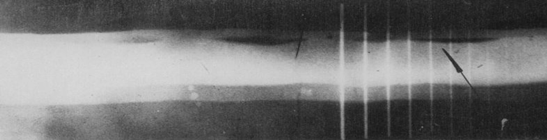
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ50
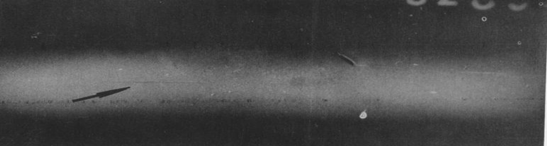
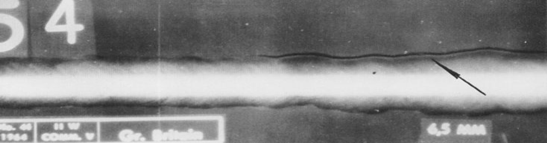
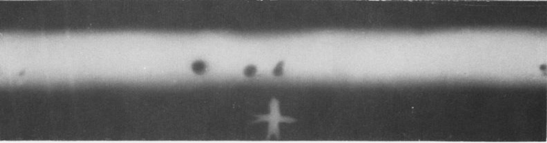
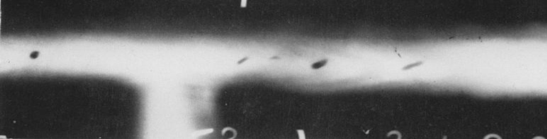
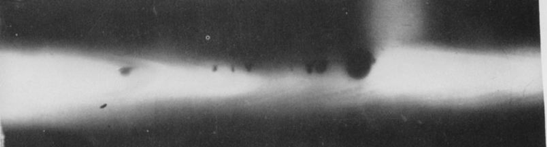
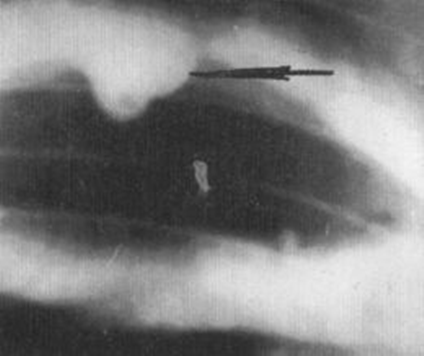
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ51
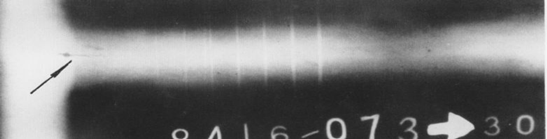
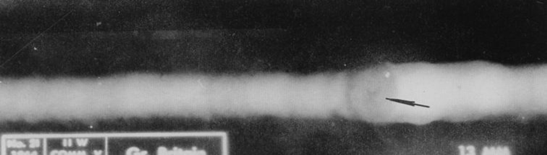
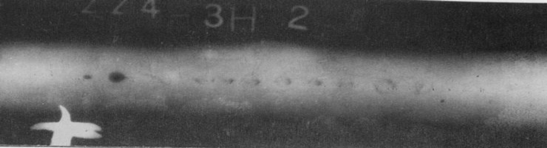
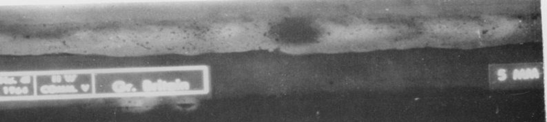
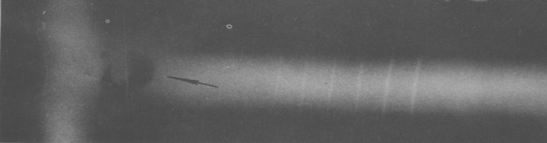
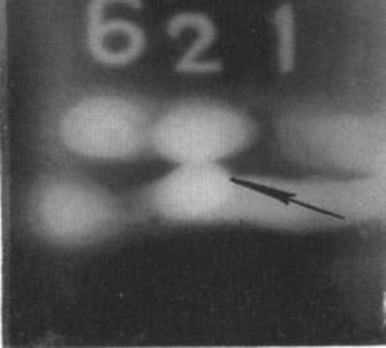
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ52
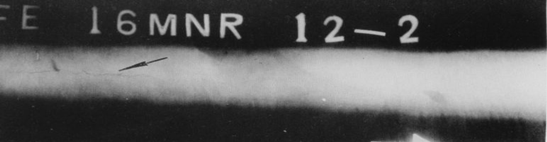
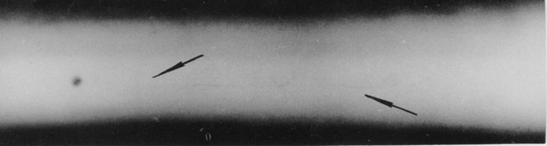
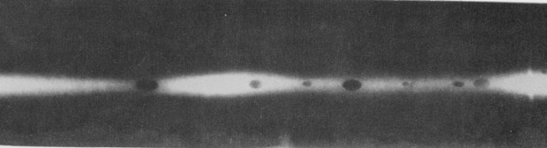
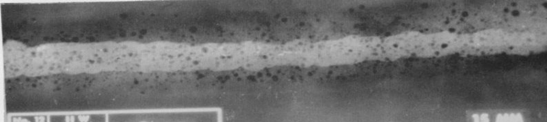
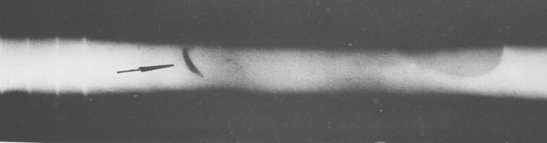
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ53
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

�õ�Ƭ54
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

�õ�Ƭ55
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

�õ�Ƭ56
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ57
ȱ�������ߵ�Ƭ�ϵ�Ӱ��


�õ�Ƭ58
ȱ�������ߵ�Ƭ�ϵ�Ӱ��


�õ�Ƭ59
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ60
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ61
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ62
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ63
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

�õ�Ƭ64
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ65
����ȱ�ݵ�Σ����ؼ���༰����
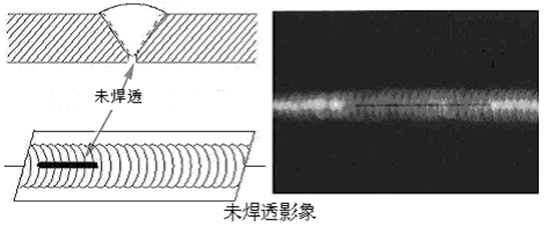
l 2. δ �� ��
l ��ָ�ۺ�ʱ��������ĸ��֮����뺸��֮�䣬δ��ȫ�ۻ���ϵIJ��֡�
l �㺸ʱĸ����ĸ��֮��δ��ȫ�ۻ���ϵIJ��֡�
l δ�ۺϿɷ�Ϊ�¿�δ�ۺϡ�����֮��δ�ۺϣ��������δ�ۺϣ����������δ�ۺϡ������ɷֲ�ͬ���ɷ�Ϊ��ɫδ�ۺϣ�����϶����������������ɫδ�ۺϣ��������ģ���
l
l
l
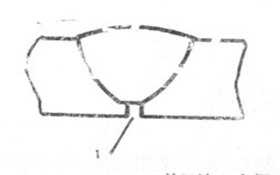
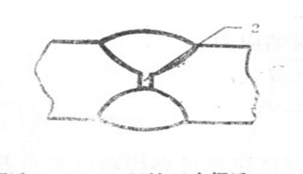
l 1.���� 2.��� 3.��V�¿ڸ��� 4.X�¿ڸ���
δ�ۺ� δ�ۺ� δ�ۺ� δ�ۺ�
�õ�Ƭ66
����ȱ�ݵ�Σ����ؼ���༰����
l ��һ���¿�δ�ۺϣ�
l ���¿���ʽ�ɷ�ΪV���¿ں�U���¿�δ�ۺϣ�
l 1��V�ͣ�X�����¿�δ�ۺϣ��������ڵ�Ƭ����Ӱ�������Ե���ʺ�ɫ����״����ĸ�IJ��ֱ��״�������¿ڼӹ��ۼ��������������IJ��Ϊ����״����ʱΪ����״������ֱ��ʱ���ڶȽϵ������������IJ�����Ƿ���������¿��淽����ʱ���úڶȴ�������������������״ϸ������Ӱ����5���Ŵ۲��Կɼ���ĸ�IJ�����¿ڼӹ��ۼ���ֱ��״�������������IJ���������״����ȱ�ݶ�������ͬ�����ʳƺ�ɫδ�ۺϣ�����������϶��Ϊ��ɫδ�ۺϡ���ֱ��ʱ����ɫδ�ۺ��Ǻ��Ѽ���ġ���ͼ23��ʾ��
�õ�Ƭ67
����ȱ�ݵ�Σ����ؼ���༰����
l 2��U�� �¿�δ�ۺϣ���ֱ��ʱ�������ڵ�Ƭ����Ӱ������ı�Ե�����ڣ���ֱ��״�ĺ���������ͬδ��Ӱ����5X�Ŵ۲��Կɼ���ĸ�IJ�����¿ڼӹ��ۼ���ֱ��״���������������IJ�ɼ�������״����״�������ڴ˲ೣ���е�״���ס��ڶȾ��ȣ�����������Ҳ�����м���ͬ������б��ʱ����̬��V�͵���ͬ����ͼ24��ʾ��
�õ�Ƭ68
����ȱ�ݵ�Σ����ؼ���༰����
l ����������֮���δ�ۺϣ�
l ����λ�ÿɷ�Ϊ���ŵ���δ�ۺϺ����µ��䣨�ֳƲ�䣩δ�ۺϡ�
l 1�����ź���֮��δ�ۺϣ���ֱ��ʱ���ڵ�Ƭ�϶����Ϊ��ɫ�ߣ�����״���ڶȲ����ȡ�������������������ǡ����β�����������ϸ��״������ͬ������غ��췽���쳤��5���Ŵ۲�ʱ�������߽粻���ԣ���ͼ25��ʾ��
l 2����, ��δ�ۺϣ���ֱ��ʱ���ڵ�Ƭ�϶����Ϊ��ɫ�IJ������Ŀ�״Ӱ�ڶȵ��������ȡ�һ���Ϊ���ĺڶ�ƫ�����������������ڰ��Ͱ���Ӱ�����ƣ���ͼ26��ʾ��
�õ�Ƭ69
����ȱ�ݵ�Σ����ؼ���༰����
l �۵��溸����δ�ۺϣ�
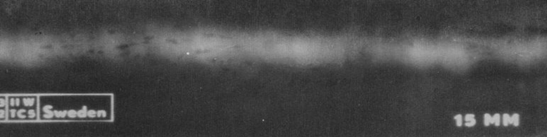
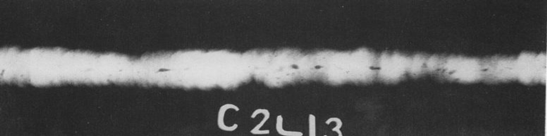
l ��ֱ��ʱ���ڵ�Ƭ���������ֺ���ϳ��ֵij�ֱ���Եĺ�ɫϸ�ߣ�����һ�����5��15MM���ڶȽϴ�ϸ�����ȣ�����������5X�Ŵ۲�ɼ���ĸ�IJౣ���۱ӹ��ۼ������������IJ������״��������������ͬ������ͼ27��ʾ��

�õ�Ƭ70
����ȱ�ݵ�Σ����ؼ���༰����
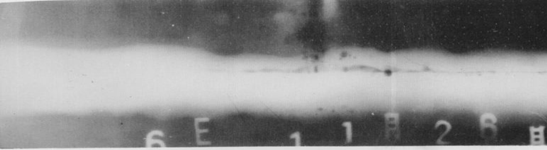
�õ�Ƭ71
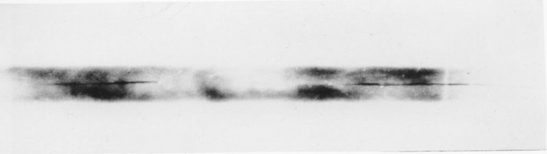
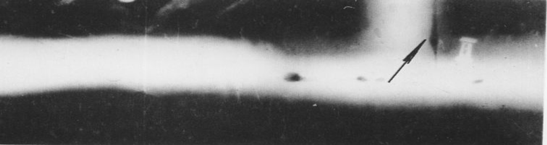
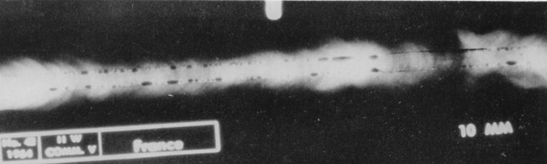
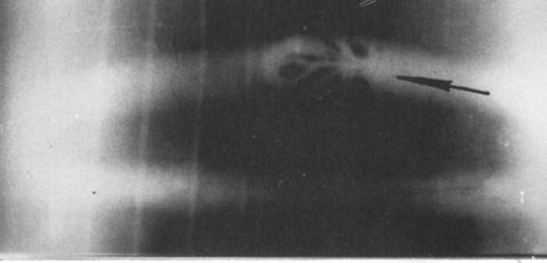
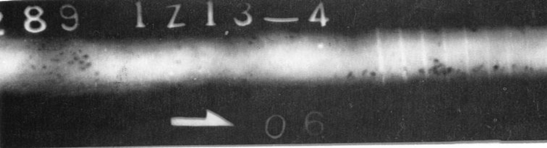
����ȱ��(δ�ۺ�)�ڵ�Ƭ����ò
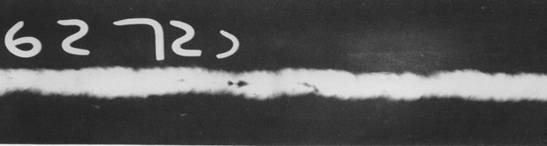
l δ�ۺ��ڵ�Ƭ�ϵ���ò��
l ����δ�ۺϵĵ���Ӱ����һ��ϸֱ���ߣ��ߵ�һ�����������ҺڶȽϴ�Ϊ�¿ڶ۱ߺۼ�����һ���������ܽϹ���Ҳ���ܲ�������δ�ۺ��ڵ�Ƭ�ϵ�λ��Ӧ�Ǻ��������ͶӰλ�ã�һ���ں����м䣮���¿���״��ͶӰ�Ƕȵ�ԭ��Ҳ����ƫ��һ�ߡ�
l �¿�δ�ۺϵĵ���Ӱ��������������ĺ��ߣ����Ȳ�һ���ڶȲ����ȣ�һ���������룬�ڶȽϴ���һ�����������ڶȽ�С���ڵ�Ƭ�ϵ�λ��һ���ں�����������Ե��1��2�����غ����������졣
�õ�Ƭ72
����ȱ��(δ�ۺ�)�ڵ�Ƭ����ò
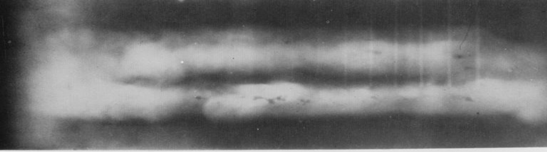
l ���δ�ۺϵĵ���Ӱ���ǺڶȲ���Ŀ�״��Ӱ����״����������м���ʱ��������λ�ĺڶȽϴ�Сʱ����Ƭ�ϲ����֡�
l ��δ�ۺ�ȱ�����У�Ҫ������̬�ȣ���Ϊ��ʱ������������֣������Dz��δ�ۺ��������С�һ����������������ںڶȵ���dz����ò��״����ȡ�
ע�����δ�ۺ���ϸ�ֿ�����
�õ�Ƭ73
����ȱ��(δ�ۺ�)�ڵ�Ƭ����ò
l a. 2 U�ͣ�˫U�ͣ���
l ��ֱ��ʱ���ڵ�Ƭ�Ϻ���Ӱ��������Ե���ڣ��ɼ�ֱ��״�ĺ�ɫ��������ͬδ��Ӱ����5���Ŵ��¹۲��Կɼ���ĸ�IJ�����¿ڼӹ��ۼ���ֱ��״�������������IJ�ɼ�������״�����ڴ˲���е�״���ף���ɫ���ȣ�����������Ҳ�����м�������б��ʱ����̬��V������
l b. ����֮��δ�ۺ�
l b. 1���ź���֮��δ�ۺ�:
l ��ֱ��ʱ,�ڵ�Ƭ�϶���ֺ�����,�ڶȲ�����,����������,������ǣ����β�������غ��췽����5���Ŵ��¹۲�����������ɢ�����������ڶ����ݶȱ߽��ߣ�
�õ�Ƭ74
����ȱ��(δ�ۺ�)�ڵ�Ƭ����ò
l b. 2 ���δ�ۺϣ����º���֮�䣩:
l ��ֱ��ʱ���ڵ�Ƭ�϶����Ϊ����ɫ���ڶȾ��ȵ�Ӱ�����β���������Ƿ���������ڰ�������Ӱ�����ƣ����ڶȱ仯��ͬ��
l c. ���溸����δ�ۺ�:
l ��ֱ��ʱ���ڵ��Ϻ��������ֺ���ϳ��ֵ�ֱ��״��ɫϸ�ߣ�����һ��Ϊ5-15mm���ڶȽϴ�ϸ������,������������5���Ŵ��¹۲�ɼ���ĸ�IJౣ�����۱ӹ��ۼ��������������IJ������״������״��������������ͬ�� ��
�õ�Ƭ75
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ76
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

�õ�Ƭ77
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

�õ�Ƭ78
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ79
����ȱ�ݵ�Σ����ؼ���༰����
l 3. δ ��
l ����ʱ��ͷ����δ��ȫ��������Ҳ���Ǻ����ļ�϶��۱�δ���ۻ������µļ�϶������ĸ�Ľ���֮��û���ۻ��������۷����û�н����ͷ�ĸ�����ɵ�ȱ�ݡ�
l δ���ɷ�Ϊ˫�溸δ���͵��溸δ������
l
1. ��V�¿�δ�� 2��X�¿�δ�� 3�����¿�δ��
�õ�Ƭ80
����ȱ�ݵ�Σ����ؼ���༰����
l 3������壨�Ļ����ĺ���δ�����ڵ�Ƭ�ϳ������ڶ۱ߵ�һ������࣬���νϹ����۱߲ౣ��ԭ�ӹ��ۼ���ֱ��״�������������IJ�������ݣ���������״���ڶȾ��ȣ��������������������϶��С���۱߸߶ȹ���������δ������������ڱ����ĵ��Լ��û�е�ӹ����ں������ӹ��ɵ滷��δ����˫�溸δ��Ӱ����ͬ����ͼ20��21��22��ʾ��
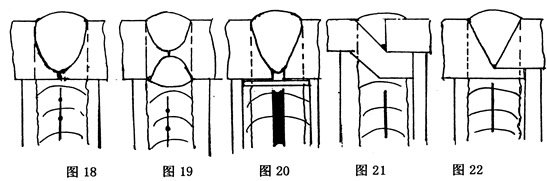
�õ�Ƭ81
����ȱ�ݵ�Σ����ؼ���༰����
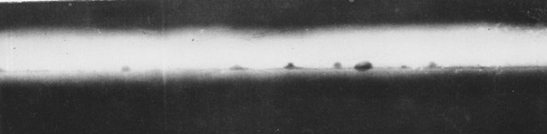
�õ�Ƭ82
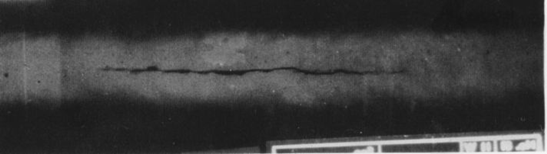
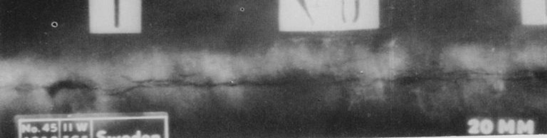
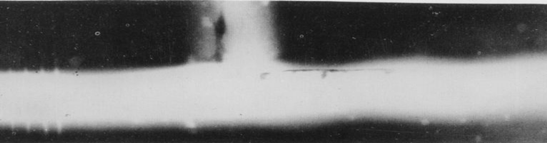
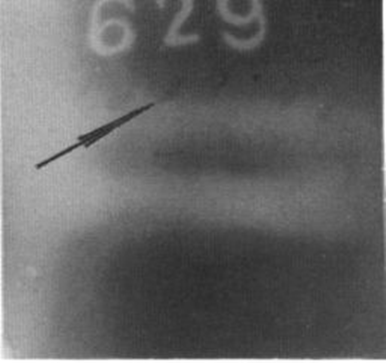
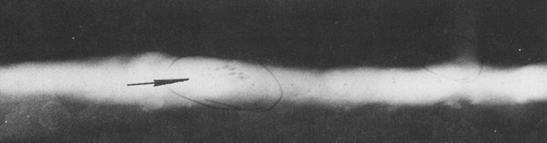
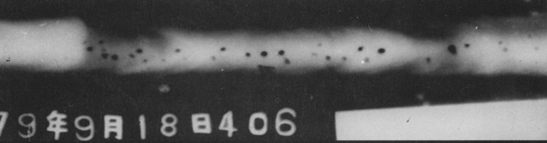
����ȱ��(δ��)�ڵ�Ƭ����ò
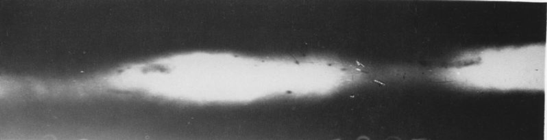
l δ���ڵ�Ƭ�ϵ���ò��
l δ���ڵ�Ƭ����λ�ں����м䣬����ȱ���ڵ�Ƭ������ʾ��ò�DZ�ֱһ�����ߣ�����������������С�����״���״�����խȡ���ڶԷ��϶�Ĵ�С����ʱ�Է��С���ڵ�Ƭ��һ����ϸ���ߣ������ƣ�����β�ҡ���Ӱ�ĺڶȾ��ȣ��������������м��������װ���ʱ����Ȼ�����Ŀ��Ⱥͺڶ��ھֲ������ı䣬����������������һ��ֱ�ߡ�
l ��ʱ��������ֱ�ĺ����ӡ������أ�Ҳ������ں���ı�Եһ��
�õ�Ƭ83
����ȱ��(δ��)�ڵ�Ƭ����ò
l δ��(D)���溸����δ,˫�溸���ĸ���δ��,�����ĺ���δ��
l (1).���溸����δ��:
l �ڵ�Ƭ�϶����Ϊ�����,��������,�ڶȾ��ȵ�ֱ���Ժ�ɫ����Ӱ��,�������Ͷ���֮��,��ֱ��ʱ,��λ�ں���Ӱ������߲�λ(����),����������5���Ŵ۲�ɼ������۱ӹ��ۼ�,����������ݺ�����϶��С����,�������,(����ѹ������δ��Ӧע������Ӱ���м估���������ָ�ϸ���ڵ�����,����Ϊδ������),���������Ÿ����ڰ�,����Ӱ��.
�õ�Ƭ84
����ȱ��(δ��)�ڵ�Ƭ����ò
l (2).˫�����IJ�δ��:
l ˫�溸X�¿�����δ�����ڵ�Ƭ�϶����Ϊ����ģ������������ڶȾ��ȵ�ֱ���Ժ�ɫ��������ֱ��ʱ��λ�ں���Ӱ���м䲿λ����5���Ŵ��¹۲죬���Կɼ��������ౣ��ԭ�۱ӹ��ۼ������������͵�״�������ж���������֮�֡�
�õ�Ƭ85
����ȱ��(δ��)�ڵ�Ƭ����ò
l (3).�����ĺ���δ����
l �ڵ�Ƭ�ϳ������ڶ۱ߵ�һ�ࣨ�������۱߾��У������νϹ����۱߲ౣ���۱ӹ��ۼ���ֱ��״�������������ijʲ����������ݻ���״���ڶȾ��ȣ������������ж���������֮�֡�
�õ�Ƭ86
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ87
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ88
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ89
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

�õ�Ƭ90
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

�õ�Ƭ91
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

�õ�Ƭ92
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ93
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ94
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ95
����ȱ�ݵ�Σ����ؼ���༰����
l 4���� ��
l ������ָ��������в��������������������γɵ�ȱ�ݣ��Լ���������ں����еĽ���������
l �����Ǻ��ӹ����бȽ����ײ�����ȱ�ݣ�ͨ�����Բ����ں�������е��ۼ��γɵļ�����Ϊ������
l �ۼ���������ָ����ҩƤ������������� �ļ����
l ������������ָ��������в����Ľ��������� �磺�ٽ�����
l �����ں����е���״�У�������״��������״��������״�������ܼ������� ��
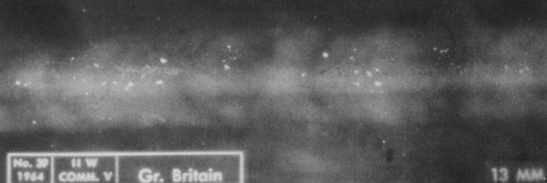
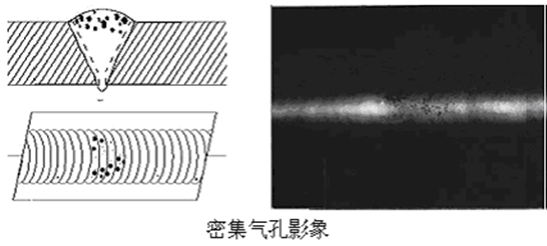
�õ�Ƭ96
����ȱ�ݵ�Σ����ؼ���༰����
l ������������״�ɷ�Ϊ��״����״������״������ɷֿɷ�Ϊ���������ͷǽ���������
l �ٵ�״����״����
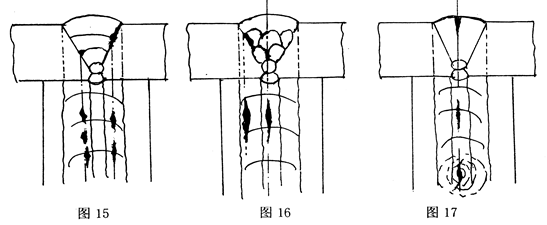
l 1��. �㣨�飩״�ǽ���������
l �ڵ�Ƭ�ϳ���Ϊ����������������������ǡ��ڶȵ������ȵĵ㣨�飩״Ӱ�ֲ����ܼ���Ⱥ��������״��Ҳ�е�����ɢ���֡���Ҫ�Ǻ�����ҩƤ���������ں�����ĸ�ģ��¿ڣ����뺸��֮�䡣��ͼ15��ʾ��
�õ�Ƭ97
����ȱ�ݵ�Σ����ؼ���༰����
l 2��.��״����������
l ���ټ�����ͭ�������ټ����ڵ�Ƭ�϶����Ϊ����ɫ�ĵ��״���㡣�������������Ⱥ���ɿ飬��5X�Ŵ۲�����ǡ�ͭ�����ڵ�Ƭ�϶�ʻҰײ�������Ӱ����������������ǣ���Ϊ�������֡����飬�ڵ�Ƭ�϶�ΪԲ�εĻҰ�ɫӰ���ڰ�ɫ��Ӱ����Χ�кڶ��Դ��ں�������ĺڶ�ԲȦ����ͬ��š�������C������Ҫ�Ǵ�ķɽ���ϻ�������˿��ͷ���Ϻ�����ں������֮�У���Χһ����ɫӰ��Ϊδ�ۺ� ��
l ����״���������γ�ԭ��ɷ�Ϊ����ҩƤ�γɵ����������������ڵķǽ���Ԫ��ƫ���ں��ӹ������γɵ������SiO2��SO2��P2O3������״�����
l 1��.��״������
l �ڵ�Ƭ�ϳ��ֳ����в�����ġ����˳���ǣ����ǣ���������غ��췽���������״�ģ���խ��һ�ĺ�ɫӰ�ڶȲ����ȣ����������������ּ��������溸��֮��ͺ�����ĸ��֮���δ�ۺ�ͬ������ͼ16��ʾ��
�õ�Ƭ98
����ȱ�ݵ�Σ����ؼ���༰����
l 2��.��״�����
l �ڵ�Ƭ�ϣ�����̬��������ͬ�����ڶȵ������ȣ�����Ƿ����������ǣ����˳ɼ�ϸ״����д��ں�������ڲ����ֲ����ں������IJ�λ�����ᾧ�����ͻ����ڣ��ֲ��������д�����ԡ���ͼ17��
�õ�Ƭ99
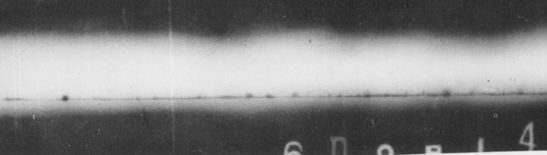
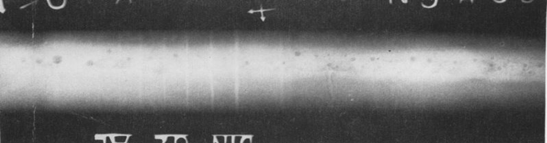
����ȱ��(����)�ڵ�Ƭ����ò
�õ�Ƭ100
����ȱ��(����)�ڵ�Ƭ����ò
l �����ڵ�Ƭ�ϵ���ò��
l �ǽ��������ڵ�Ƭ�ϵ�Ӱ���Ǻڵ㣬������ڿ飬��״�����ڶȱ仯���ɣ������������еĴ���ǡ�
l �ǽ����������ܷ����ں����е��κ�λ�ã���״���������췽����뺸��ƽ�С�
l �ټ����ڵ�Ƭ�ϵ�Ӱ����һ���㣬�����ٶ����ߵ�����ϵ���ܴ���˰�ĺڶȼ�С�����������ݴ˿ɽ�����ɽ�Ӱ���������ټ���ֻ�����ڷ��ۻ���벻��������У��ú��ӷ��������ڲ���ֱ��庸�Ӻ��ӶԽӻ�����Ĵ���ӡ�
l �ټ����ߴ�һ�㲻����״���������������Ե�����ʽ���֣��������������ɢ״̬���֡�
�õ�Ƭ101
����ȱ��(����)�ڵ�Ƭ����ò
l ����(B),��(��)״,��״,�ǽ���,����.��(��)״(Ba)
l �ǽ���Ba:
l �ڵ�Ƭ�ϳ���Ϊ���β���������������������ǣ��ڶȵ�������ϸ�㣨�飩״Ӱ�ֲ����ܼ�����״��Ҳ�е�����ɢ���֣���Ҫ�Ǻ�����ҩƤ���������ں�����ĸ�Ļ�֮�䣬��״���Ϊ����״���߿�״��
l ������(��)״:
l ����٣���ͭ������ȡ��ڵ�Ƭ�϶����Ϊ����ɫ�ĵ㣨�飩״���㣬������������ΪȺ�ܳɿ飬��5���Ŵ۲�������ǵľ�Ϊ�ټ�����ͭ������Ƭ�϶����Ϊ�Ұ�ɫ���������Ӱ����������������ǣ���Ϊ�������֣����飬�ڵ�Ƭ�϶�Ϊ�εĻҰ�ɫӰ��,�ڰ�ɫ��Ӱ����Χ�кڶ�ƫ���ں�������ĺڶ�������ͬ���Ӱ������Ҫ�Ǵ�ķɽ���Ϩ��������˿��ͷ���Ϻ����ں������֮�У���Χһ������ɫӰ��Ϊδ�ۺϡ�
�õ�Ƭ102
����ȱ��(����)�ڵ�Ƭ����ò
l ��״����(Bb)
l ��״�������ڵ�Ƭ�ϳ��ִ��в��������˳���ǣ����ǣ���������غ��췽���������״�ģ���խ��һ���ڶȲ����ȣ���������Ӱ�����ּ��������溸��֮��ͺ�����ĸ��֮���δ�ۺ�ͬ����
l ��״������ڵ�Ƭ��,����̬����״������ͬ,���ڶȵ������ȣ�����������������ǣ����˳ɼ�ϸ״����д��ں�������ڲ��������ں������ߣ����ģ���λ�ͻ����ڣ��ر��Ǻ���ֲ����գ��ȣ��������ԡ�
�õ�Ƭ103
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

l
�õ�Ƭ104
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

l
�õ�Ƭ105
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l

�õ�Ƭ106
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l

�õ�Ƭ107
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l

�õ�Ƭ108
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

l
�õ�Ƭ109
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ110
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ111
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l

�õ�Ƭ112
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ113
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l

�õ�Ƭ114
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

l
�õ�Ƭ115
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ116
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l

�õ�Ƭ117
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ118
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ119
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l

�õ�Ƭ120
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l

�õ�Ƭ121
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

l
�õ�Ƭ122
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ123
����ȱ�ݵ�Σ����ؼ���༰����
l 5. �� ��
l ������ָ����ʱ���۳��е�����������ʱδ���ݳ����������������γɵĿ�Ѩ��
l ���ɷ�Ϊ����״���ס���ס����ף����ֲ��ɷ�Ϊ�ܼ����ף����ȡ�
l ���ײ�����λ����״
l �������������������֣�С�ĺ�С���������²��ܿ�������Ŀɴ��6mm���ϡ����������������۽���Һ̬�����ڣ�����ȴ�н����۽�Ƚ��ͣ�����������ͼ��������������������ᾧ��������ʹ������˳�����ݳ��������ڽ����ڣ��γ��������ף������ڱ����γ������ס�
�õ�Ƭ124

l
�õ�Ƭ125

l
�õ�Ƭ126

l

�õ�Ƭ127


l


�õ�Ƭ128
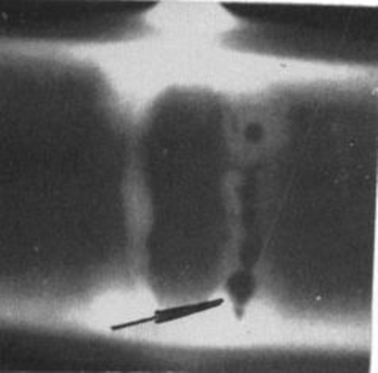
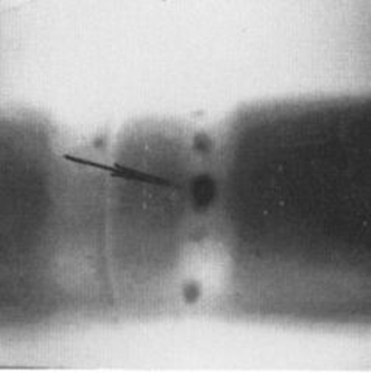
����ȱ��(����)�ڵ�Ƭ����ò
�õ�Ƭ129
����ȱ��(����)�ڵ�Ƭ����ò
l �����ڵ�Ƭ�ϵ���ò��
l 1)�ֹ��绡���е�����
l �ӵ�Ƭ�Ϲ۲�������Ӱ��������Բ�λ����Բ�ε�С�ڵ㡣
l ����Ӱ�۲죬�����Ƚ�������ڶ����Ľϴ��������Ե��С��
l ������Ӱ����Ե������̫���ԣ�ԭ���������ں����ڲ������ο�϶�����������������IJ��ֺ�ȸı��������Χ���ֽ�С�������ߵ�ǿ����ͬ���¡�
�õ�Ƭ130
����ȱ��(����)�ڵ�Ƭ����ò
l 2���Զ����е�����
l A������ͨ���ϴ�2��6mm������Ӱһ�����λ����Ρ�
l B�������ڵ�Ƭ�Ϻڶȴ߾����������ԣ�Ҳ�еIJ����ԣ����ֹ��绡�����ƣ���ֱ���ϴ�
l C��Ӱ��ʱ������ͬ��Բ��ƫ��Բ�ģ����ĺڶȽϴ���ʵ�����dz�Բ���λ�Բ�ε����ס�����������������ȱ����б��ȱ�ݱ�����б��ɵġ����п�����ȱ�ݵ��ص���
l D����Ƭ�ϳ�dz����ԲӰ�ۣ�ֱ��Լ1��4mm������ȱ�ݣ�ʵ�����Ǻ����ڲ���һ�������ۺ��������ۺϵġ����顱�׳ơ����顱��
�õ�Ƭ131
����ȱ��(����)�ڵ�Ƭ����ò
l E����Ƭ������һ��С���غڵ���Ӱ��ֱ����С���������������������ס�����һ�ֳ���Լ3��6mm������Ӱ���ɴֵ�ϸ���ȼ�С����ʱ���������ڶȴ�С�������У�������dz�ס�
l �Զ���������ں�������ģ��ֹ����ں������һ��λ�����ܷ�����
l F���ܼ����ף��ں���ľֲ��ط��������۳��ѣ�����ʮ�����������������ֱ����С��һ���ڶ���dz�����������е��������еIJ�������ͨ���������ջ����¡������ܼ������Զ������ֹ��������ܷ��������ֹ����϶ࡣ
l G����״���ף���ָ�ֲ���ƽ�к���ֱ���ϣ�������ʽ���ס���Ƭ�ϵ���Ӱ��ò�������������ơ�����ȱ�ݲ������Զ����Ͱ��Զ����϶ࡣ
�õ�Ƭ132
����ȱ��(����)�ڵ�Ƭ����ò
l ����(A)
l ���������(Aa)����״����(Ab)������ (Ab)��б��(Aa)��ֱ���(Aa)���������ף��ܼ����ף���״���ף����������ڵ�Ƭ�϶���ֺ�ɫ��С�ΰߵ�,���ι��ڶ������Ĵ�,�ر�Ե������������ǿ��������������������ɢ���֣��Һڶȵ�������Ƿ�����Ķ�Ϊ�������ף��ܼ���Ⱥ(5������/cm2)���ܼ����ף�����ں�������棬�����ڿ�����N2�����۳��γɣ�ƽ���ں������߳���״�ֲ�(ͨ����1cm��������4�����ϣ������С����С�Ŀ�)�����ף�������δ��ͬ����һȺ���ȷֲ��ں����е����ף��ƾ���������״����(Ab)��б��״����(�߿ף���ף��ݿ�)��
�õ�Ƭ133
����ȱ��(����)�ڵ�Ƭ����ò
l a. ��״����:
l ���Ƭ�ϣ���Ӱ���ƽ���ں������ߣ��ڶȾ��Ƚϵ�,�����������������(̥��)�����غ��ӷ�����ϸ���ն˳ʼ�ϸ״��������������ҩƤ�濾������ɣ��غ������з���չ���ں�CO������CO2��
l b. б��״����:
l �ڵ�Ƭ�϶����Ϊ���������Ӱ��һ�˱���������̥��(�����)��һ�˳ʼ�ϸ״���ڶȵ������ȣ��������������������ؽᾧ����ɳ���״������òȡ���ں�����������̷�ʽ���������Դ������һ���������ηֲ�(CO)�����������״(H2)��
�õ�Ƭ134
����ȱ��(����)�ڵ�Ƭ����ò
l �������ף���������
l ��������(�������)���ֳ�֦�������ף���Ҫ���������ȴ�����У�����������֦�����γɵij��������ף��ഹֱ�ں�����棬�ڵ�Ƭ�϶����Ϊ�ڶȽϴ��������������ι������Ӱ�������ں��������ϻ�����
l �������ף��ֳƻ�����ף���Ҫ����Ϊ�����ĩ��δ���������ں���ĺ��Ӻ�����δ�������γɵ����ף��ڵ�Ƭ�ϵİ���(����)���ڶȽϵ���Ӱ������һ�ڶ����Դ�����Χ�ĺ�ɫ��״Ӱ�ڶȾ��ȣ�����Ƿ���������β����������������ơ�
�õ�Ƭ135
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ136
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

�õ�Ƭ137
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

l
�õ�Ƭ138
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ139
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

l

�õ�Ƭ140
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ141
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l

�õ�Ƭ142
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

l
�õ�Ƭ143
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ144
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ145
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ146
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ147
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

l
�õ�Ƭ148
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ149
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l

�õ�Ƭ150
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ151
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

l
�õ�Ƭ152
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ153
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ154
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ155
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ156
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ157
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ158
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

l

�õ�Ƭ159
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ160
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ161
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ162
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ163
����ȱ��(����ȱ��)�ڵ�Ƭ����ò
l �����ı���ȱ������ҧ�ߣ��ڰ��������������ȡ�
l 1��ҧ��
l ҧ����ָ���ں���
l ����ѡ������
l �������ղ���ȷ��
l �غ�ֺ��ĸ�IJ�λ
l �����Ĺ��ۻ��ݡ�
l ҧ�߷�Ϊ��ҧ�ߣ�
l ��ҧ���ߺ�����
��ͬʱҧ�ߡ�
�õ�Ƭ164
����ȱ��(ҧ��)�ڵ�Ƭ����ò
l ҧ���м�ϵĻ����������ġ��������˻��������Ľ��棬�ƻ��˺���������ԣ��ɴ�����ϴ��Ӧ�����У��ر��Ǻ��ӵͺϽ��ǿ�ֺͺϽ�֣��������ƻ��ʽϸߣ���һ��Σ���Խϴ��ȱ�ݡ�
l ��������ҧ�ߣ��ڵ�Ƭ��ƫ�뺸�����ġ���ҧ����ĸ���뺸���Ե������Ӱ����ò������ƽ���ں��죬������ϸ���ȣ��ڶȲ����ȣ���dz������������ԡ�
l ҧ�ߵ�Ӱ����ʱ���ͺ����Ե��״������������������Ƭʱ���У���ʱӦ�뺸���ʵ���������ա�
�õ�Ƭ165
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ166
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ167
ȱ�������ߵ�Ƭ�ϵ�Ӱ��

l
�õ�Ƭ168
����ȱ�ݵ�Σ����ؼ���༰����
l 2������
l ������ָ���ӹ����У��ۻ��������ʵ�����֮��δ�ۻ���ĸ�������γɵĽ�������
�õ�Ƭ169
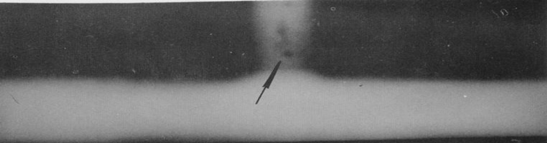
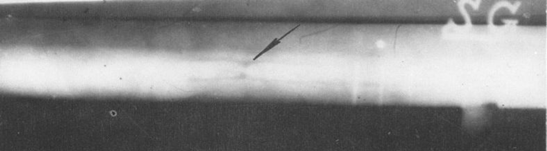
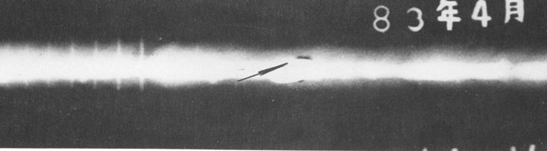
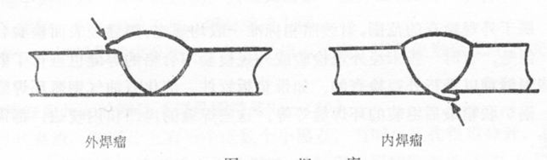
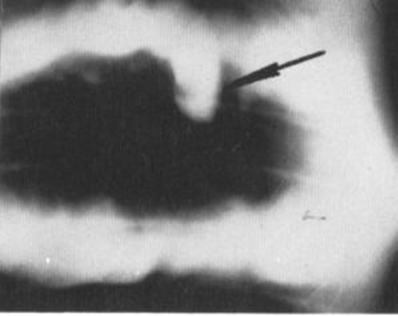
����ȱ��(����)�ڵ�Ƭ����ò
l ���������ں��ӹ淶����ȷ�����ӵ������绡�����������ڶ����ʵ����Լ������ٶ�̫�������أ�ʹ�۳��¶�̫�ߣ��۷���������������γɵġ��ر����������������и����ڲ�����
l ����ʹ�����ʵ�ʳߴ緢����ƫ����ں��ӽ�ͷ���γ�Ӧ�����С�
l �Թܵ�������˵��������С�ھ��ߴ磬�п�����ɶ�������
l ����������ƫ�ں������ģ��ڵ�Ƭ�ϳʱ߽�������ڶȵ���ĸ�ĵ�Բ�Ρ���Բ�λ��״Ӱ��
�õ�Ƭ170
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ171
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l

�õ�Ƭ172
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l

�õ�Ƭ173
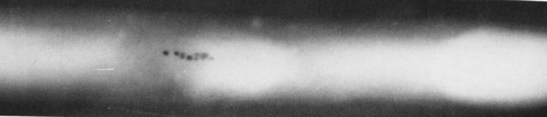
����ȱ�ݵ�Σ����ؼ���༰����
l 3������
l ������ָ�ں������챳���γɵĵ���ĸ�ı���ľֲ����ݲ��֡�
l ���Ǻ����г���ȱ�ݡ�����ȱ�ݲ������δ������ƽֱ��������ɱ�����ɻ��Ρ���Ϊ�����ٺ���Ľ��棬���Խ����˺����ǿ�ȡ�
l
�õ�Ƭ174
����ȱ��(����)�ڵ�Ƭ����ò
l �ڵ�Ƭ���ڰ�λ�ں�������ģ��ֹ����ڰ���̫�����Զ����Ͽ�������״ƽ���ں��죬�в��ڶȽϴ�������Χ��Ե��С������һ�㲻���ԡ��ֹ����ڰ���ʱ�����Ƚ����ԡ�
l ���఼��������Ϩ��ʱ�������۳�δ����ʱ��ͣ������ɵģ����ְ��ӳ�Ϊ��ͷ��
l ��ͷ����ʱ�����������ƺͼ�����ȱ�ݣ�����ƬʱӦ����ע�⡣
l
�õ�Ƭ175
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l

�õ�Ƭ176
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l

�õ�Ƭ177
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ178
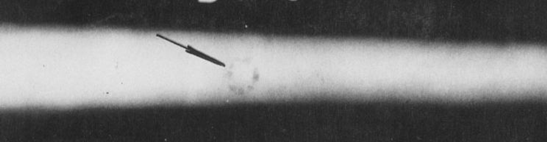
����ȱ�ݵ�Σ����ؼ���༰����
l 4�����
l δ����(���δ����)��ָ�������������㣬�ں�������γɵ�����������Ĺ��ۡ�
l �ڵ�Ƭ��δ��������һ��������ڶȽϸߵ�Ӱ����ƫ��һ��ʱ�������ܱ��������һ�����¿��棬��ʱ��Ӱ���֮ҧ�߸�Ϊƽֱ��
l δ����һ��������ʩ��ʱ���ӹ淶����ȷ�����Ӳ�����������ġ�ѡ�õĺ��ӵ�����С������ֱ����ϸ���������������ȶ����ܲ���δ���������⣬�¿ڽǶȹ���ʩ����װ��϶����Ҳ���ܲ���δ������������²���δ������������żȻ��ʱ����ôδ������������ʽ�Ǹ���ĺ;ֲ��ģ�����Щ���ؾ�������ʱ����δ������������ʽ���������ġ�
l δ��������ʹ��������������Ӧ�����У�������Ϊ��ȴ�ٶȹ��죬���ײ������ס����Ƶȣ��Ժ��ӽ�ͷǿ��Ӱ��ϴ�
�õ�Ƭ179
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
l
�õ�Ƭ180
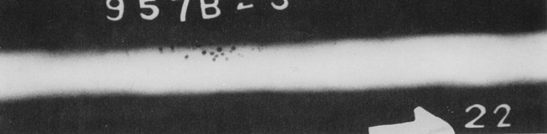
����ȱ�ݵ�Σ����ؼ���༰����
l 5���� ��
l �մ���ָ���ӹ����У��ۻ��������¿ڱ����������γɰ���״��ȱ�ݡ�
l �ڵ�Ƭ���մ�����״��һ���ڶȽϸߵ�Ӱ����ں��ӵ��в����ڸֹܶԽӺ����н�Ϊ������
l �մ����ֹ��������绡�������Զ����о��п��ܲ����������ԭ����Ҫ����Դ���ʹ������ٶ�̫С��װ���϶���۱�̫С�����δѹ���ȡ��մ�ʹ������ȫ��ƻ�����һ�ֲ��������ڵ�ȱ�ݣ������������
�õ�Ƭ181
ȱ�������ߵ�Ƭ�ϵ�Ӱ��
�õ�Ƭ182
����ȱ�ݵ�Σ����ؼ���༰����
l 6����������ȱ��
l ����������ȱ�����⣬���м��ֽ�Ϊ�����ĺ������ȱ�ݣ��������£�
l 1)�������ף��ں�������ѿ���С���ס�
l 2)�������ף��ں�������֮ǰ���ں������������û�������ĺ������İ��ݣ���ͼ��
l 3)���Ͳ������ԽӺ�������Ϻ������������ʹĸ�Ľ��������뺸��߽��Ϻ�����������֮��ĽǶȡ���С����ɺ��������Ͳ��������ڵ�Ƭ�ϵ�Ӱ�Ǻ�������Ϻ������������
l 4)���ݣ������ۻ���ʱ�����ں��ӹ��ղ�������ɺ�����������������棬��ʹ�� ���������ݣ�������������Ϊ���ݡ�
l 5)���ߣ��������������ӵ����û�ж�������Ȼ���ǵı���ƽ�У�������Ҫ���ƽ���ϳ�Ϊ���ߡ�
l 6)�DZ��Σ�������������û�ж�����ʹ���ǵı��治ƽ�г�Ϊ�DZ��Ρ�
�õ�Ƭ183
����αȱ��Ӱ��ʶ��
l αȱ����ָ����������ϡ����ջ���������ڵ�Ƭ�����µ�Ӱ�����������¼��֣�
l 1���� �ۣ� ��Ƭ���������壨ָ�ס�����ǡ���Ƭ��ǡ�ɰ���ȣ��������ڵ�Ƭ�����µĺ��ߡ�����ϸ���⻬��ʮ��������ʶ����Ҫ�ǽ��������۲죬���Կ�����Ƭ��ҩĤ�л��˺ۼ���
l 2��ѹ �ۣ� ��Ƭ�ֲ���ѹ������ֲ��й⣬�Ӷ��ڵ�Ƭ������ѹ�ۡ�ѹ���ǺڶȺܴ�ĺڵ㣬���С����ѹ����йأ����������۲죬���Կ�����Ƭ��ҩĤ��ѹ�˺ۼ���
l 3���� �ۣ� ��Ƭ�����ۣ��ᷢ�����л�����ЧӦ���ع�ǰ���ۣ��ۺ�Ϊ��ɫӰ���ع�����ۣ��ۺ�Ϊ��ɫӰ��������ۺ���״�������Ρ����������۲죬���Կ�����Ƭ�����˺ۼ���
�õ�Ƭ184
����ȱ�ݵ�Σ����ؼ���༰����
l 4��ˮ ���� ����ˮ�ʲ��û��Ƭ���ﴦ�����������ڵ�Ƭ�ϳ���ˮ����ˮ�������úۼ���һ������ڴ���ˮ������ͣ���ĺۼ��Ǻ�ɫ�ĵ���ߡ�ˮ�����Է����ڵ�Ƭ���κβ�λ���ڶ�һ��ľ��ˮ���ۼ�ֱ���⻬�������ҵ������յ㣻ˮ��ۼ���״��ˮ��һ�£����������۲���ʱ���Կ�����Ƭ��ˮ����ҩĤ������ۼ���
l 5������й⣺ ��װ��Ƭʱ����Ħ�������ľ��緢���ŵ�����ʹ��Ƭ�й⣬�ڵ�Ƭ�����º�ɫӰ����й�Ӱ������֦״Ϊ�����Ҳ�е�״���״����Ӱ����й�Ӱ��Ƚ����⣬����ʶ��
l
�õ�Ƭ185
����αȱ��Ӱ��ʶ��
l 6����Ӱ���ƣ� �����ع���ȣ���ӰҺ�¶ȹ��ߣ�Ũ�ȹ����¿�����Ӱ��������Ӱʱ��������ʱ�����������Ӱ�����ȣ��Ӷ�������Ӱ������Ӱ���Ƴʺ�ɫ��״�����״�������ŵ�Ƭ��Χ���֣�Ӱ��ԱȶȲ�������ģ����һ�㲻����ȱ��Ӱ�������
l 7����ӰҺմȾ�� ��Ӱ������ʼǰ����Ƭ��մȾ����ӰҺ��մ����ӰҺ�IJ�λ��ǰ��Ӱ���ڶȱ�������λ��Ӱ������ǵ㡢�����Ƭ����ĺ�Ӱ��
l 8����ӰҺմȾ: ��Ӱ������ʼǰ����ƬմȾ�˶�ӰҺ��մ�϶�ӰҺ�IJ�λ������Ӱ���ã�ʹ�øò�λ�ڶ�С��������λ��Ӱ������ǵ㡢�����Ƭ����İ�Ӱ��
l
�õ�Ƭ186
����ȱ�ݵ�Σ����ؼ���༰����
l 9��������αȱ��: ����������������Ⱦʹ�ֲ��������ܸı���ڵ�Ƭ�����µ�Ӱ�����������ϵ����ƻ��˻��ڵ�Ƭ����ɺ�ɫαȱ��Ӱ���������ϵ�������ڵ�Ƭ����ɰ�ɫӰ�������������αȱ�ݣ��ڵ�Ƭ�ϵ���״�Ͳ�λ������������ȫһ�¡����������ظ�ʹ��ʱ��αȱ�ݻ��ظ����֣��������αȱ�ݵķ����Ǿ����������������ʱ��̭���˵���������
l ��Ƭ��������αȱ�ݻ��У���Ƭ�������û��Ҵ������������ҩĤ���䡢���ơ�ָӡ�ȡ�
l
�õ�Ƭ187
��Ƭ���������ɫӰ�����
l ��Ƭ�Ϻ��������ɫԲ��Ӱ��ķ���
l �ٿ����Է��ࣺ
l ��.���͵�״����
l ��.���ӣ����ӡ��ڰ���
l ��.��ӰҺ�ɽ���
l ��.ѹ��
l ��.ˮ��
l ��.����������
l ��.ù��
�õ�Ƭ188
��Ƭ���������ɫӰ�����
l ����Ҫ���������ַ�����
l ��.���ס���������)
l ��.���ӣ����ӡ��ڰ���(��)
l ��.��Һ�ɽ��ߣ���Ҫ������Բ��Բ�������һ���ڶ�ƫ����ȦȦ��
l ��.ѹ�ۣ��ڶȴ���̬������Ƭ�����Ӱ���ֲ��������Կɼ���
l ��.ˮ������ò��ͬˮ�Ρ� ��������ģ�����߽�ڶȵ����ɼ�����������С(��ʱ��������)���������Կɼ����ˮ�����Ѽ���
l ��.����������������ɢ״��ϸС�����ȵĺڵ㣬�ֲ���㣬�������ڶ��ŵ�Ƭ�ϡ�
l ��.ù�㣺��ɢ��Χ�㣬Ӱ��ϸС���ڶȾ��ȣ���Ƭ������ù�ÿ�����

�õ�Ƭ189
��Ƭ���������ɫӰ�����
l ��.��Ƭ�Ϻ���������ߵķ���
l ��.�����Է���:
l a.���� b.δ�ۺ� c.δ�� d.���� e.��״���� f.ҧ�� g����
l �ˡ����� h.������������
l ��.��Ҫ���������ַ���:
l a.���ơ�δ�ۺϡ�δ������״���ס����ߡ�ҧ�ߵȣ��ԣ���
l b.���˻��ۣ���Ϊϸ���⻬�ĺ��ߣ���Ƭ���濪�ںۼ����Կɼ���
l c.���������ѣ��ڵ�Ƭ�϶�Ϊ��խ�仯�ϴ�ĺ�ɫ���ƣ��������ڵ�Ƭ�Ķ˲��ͱ�Ե�������Դ��������ŵ�Ƭ�ϳ���ͬһ��̬��Ӱ��
�õ�Ƭ190
��Ƭ���������ɫӰ�����
l ��.��Ƭ�ϳ��ְ�ɫ��Ӱ�����
l ��.�����Է���
l a.���١���ͭ�ͼ���
l b.��������©
l c.�����ɽ�
l d.�����ĸ��֮�������
l e.DZӰ�ܼ�ѹ˥��
l f.��ӰҺ�ɽ�����ӰҺ���������°�
l g.�������������Ѻ�ȱ��
l h��������������ƽ��
�õ�Ƭ191
��Ƭ���������ɫӰ�����
l ��.��Ҫ���������ַ�����
l a.���١���ͭ�����顢�����ɽ�����������©���ԡ�
l b.�����ĸ��֮����������ڸ�����ֺ������Ӱ���г��ֵİ�ɫ�ƿ�״�����Ƶ�Ӱ��
l c.DZӰ�ܼ�ѹ˥�ˣ��ڵ�Ƭ������ָ��״�İ�ɫӰ�����ê״��ɫӰ���������Կɼ��ļ�ѹ�ۼ�����ָ��ӡ����
l d.��ӰҺ�ɽ�����ӰҺ�����ݰߣ���Ӱǰ��ӰҺ�ɽ��ڵ�Ƭ�������ӰҺ�����������ڵ�Ƭ���棬�����γɰ�ɫԲ��Ӱ��ӰҺ�ɽ����°�ɫ����Χ�ڶȸ�Ϊƫ������ͬ��ɫ����š�������ӰҺ�������µİ�ɫ����Χ�ڶ���ƫ�ߡ�
l e.�������������Ѻ�ȱ���ڵ�Ƭ�ϳ������в���İ�ɫ���ƺͿ�״Ӱ�������ڵ�Ƭ��ͷ�ͱ�Ե�������Դ�
l f.��������������ƽ����Ƭ�Ϻڶ����Բ�������ͬ������Ʋ�ĺڰ���Ƕ״̬��
�õ�Ƭ192
��Ƭ���������ɫӰ�����
l ��.�������γߴ缰�����е�����ڵ�Ƭ��Ӱ��ʶ��
l ��.���ࣺ
l a.�Լ��ṹ�����γߴ�仯��Ӱ����ĸ�ĺ�ȱ仯������Ļ����ڲ��������ⲿ���ɼ�����ͶӰ��ɵ�Ӱ��
l b.�������Ӱ������ߡ�������״�����溸���������ƣ�����������״���ǹ��ۼ��Ẹ����֮��Ĺ��۵����ɵ�Ӱ��
l c.����������״ȱ�ݵ�Ӱ����ҧ�ߡ��ڰ������ӣ������ӡ��������ۡ�������δ��������Ӳ�������ɵ�Ӱ��
l d.�����е����Ӱ�����е���ۡ�ѹ�ۡ��绡���ˡ�ɰ�ִ�ĥ���ۡ���ͷ�����ۼ������港ʴ�Ӻ��������ɵ�Ӱ��
�õ�Ƭ193
��Ƭ���������ɫӰ�����
l ��.ʶ����
l a.�˽⺸���Ľ�ͷ��ʽ���¿ڼ��γߴ�ͽṹ������
l b.�˽⺸����ۼ������ע�غ����������״����
l c.�۲캸���ڶ����Ƽ���ֺ�������ڵ�Ƭ�ϳ����λ�á�
l d.ע��Ӱ��������������ߵ�״̬�뺸������ʵ����ա�
�õ�Ƭ194
���ӽ�ͷ�������ȼ�����
l ���ӽ�ͷ�������ȼ�����
l ��Ƭ�ϵ�ȱ�ݱ�ȷ���Ժ���һ�����Ƕ����йر����������ӽ�ͷ�������ȼ���
l ����������������֣�������ұ������������ҵ���Լ�������ȡ����ҹ�����¯ѹ��������Ʒִ�е�̽�˱��ɹ��Ұ�ȫ��취��Ͳ�Ʒ�������淶ָ��������淶ͬʱ����̽�˷�����ѡ�á�̽�˲�λ�������Լ����������ȼ��ȷ��������˹涨��
l ��ͬ��������������������ּ��ľ���涨������ͬ����ȷ�������ȼ���ԭ������ݴ�����һ�µġ�ȱ�ݵ�Σ���ԣ����ӽ�ͷ��ǿ��ˮƽ������Ҫ��Ĺ���ˮƽ�������ּ����ǵ���Ҫ���أ�ȱ�����ʡ��ߴ��С���������ܼ��̶��ǻ��������ȼ�����Ҫ���ݡ���Ƭ��ԱӦ��Ϥ���е��й����ݣ���ȷ���ò��ϸ�ִ�������涨��
�õ�Ƭ195
��������������
l JB928-67 ����������̽�˱������������ּס��ҡ���������������������Ϊ����ȼ�����������ã�����������
l GB3323-82���ֺ����������༰��Ƭ�ȼ����ࡷ���������ּס���������������������Ϊ�ĸ��ȼ�����������ã��� ��������
l GB3323-87�����ۻ����Խӽ�ͷ��������������ּ�������������A��AB��B������������������Ϊ�ĸ��ȼ�����������ã��� ��������
l JB4730-94��ѹ�����������⡷����������A��AB��B������������������Ϊ�ĸ��ȼ�����������ã�����������
l JB/T4730-2005����ѹ�豸�����⡷����������A��AB��B������������������Ϊ�ĸ��ȼ�����������ã�����������
�ֽ����йر�
�õ�Ƭ196
��������������
l �����ּ��涨��˵
l ���б�������˵�����ּ����йع涨 ��
l 1. ����
l ����������������Ϊ�ĸ��ȼ�����������ã��� ��������
l 2��ȱ�������������ȼ�
���������ᵽ�����ֺ���ȱ�ݣ����ơ�δ�ۺϡ�δ�������������ס���С���������˶������С���ܻ����������������й�Ҫ����������������״ȱ��δ�ἰ��������Ϊ����̽��Ӧ�ں�����ۼ���ϸ����У���״ȱ��Ӧ�����Ŀ�Ӽ�鷢�֣���������̽�˼�����룬��˲��������涨��������Ŀ�Ӽ�������еij��ϻ�λ������С���ܡ�Сֱ����������ƿ����¯�����Լ���������庸��ĸ���ȱ�ݣ����ڰ����մ�����ҧ�ߵ�Ӧ���������������������涨��
�õ�Ƭ197
��������������
l ���й�ȱ�����ʵ������涨���£�
l ���ơ�δ�ۺϡ�˫�溸�ͼӵ�嵥�溸��δ�����������ڵ�ȱ�ݣ�ֻҪ��������Ϊ������
l ���ӵ�嵥�溸����δ������(��ȡ���ں���ϵ��)�������ֻ���������������Ȱ���״�������йع涨��
l �Լ��������װ����������·��ࣺ�����ȴ���3�Ķ���Ϊ��״������������С�ڻ����3�Ķ���Ϊ��ȱ�ݣ������߷ֱ��ƶ�����ָ�꣬���Т��첻������״�������ڡ�
l
�õ�Ƭ198
��������������
l 3��ȱ�������������ȼ�
l ȱ���������������ߴ磬�������ܼ��̶��������棬���������ݣ�����ȱ�ݳ��ȺͿ��ȳߴ��Լ���ࣩ�ǵ�Ƭ�����õijߴ磬������ͶӰ�Ŵ�������ɵ�Ӱ�졣�ڶȲ���Ϊȱ�ݶ������ݣ������������Ҫ����ȱ�ݸ߶ȺͺڶȶԺ�������Ӱ��ʱӦ�����涨��
l ��������ȱ�ݴ��ڣ�����ĸ�ĺ�ȶ�ȱ�ݾ����������ơ��涨����ȱ�ݳߴ粻�ó���ĸ�ĺ�ȵ�1��2����ȱ���������õ������㣬��ȱ���ܼ��̶Ȳ��ö������ơ��������ȼ�������ȱ�ݵ���������ȷ�涨��
�õ�Ƭ199
��������������
l ��������״������Ҳ�Ǹ���ĸ�ĺ�������Ƶģ��Ե����������ȣ������ܳ��ͼ������ָ��ֱ�Ե���ȱ�ݳߴ硢�������ܼ��̶��������ơ����⣬�������ȱ����������ͬʱ������ȱ�ݺ���״����������Ҫ�����ۺ���������Ҳ����ȱ���ܼ��̶����ƵĹ涨��
l �������������ϵļ�ⷽ������������
�õ�Ƭ200
��������������
l ��״ȱ�ݵĵȼ�����
l �ֽ���Ƭ���ڵ�״ȱ��(���ף���״����)ʱ�����������ȼ���(Բ��ȱ��)
l 1����������
l ����֪���������б��к����п���խ������յ�Ƭ�Ĵ�С�������IJ�ͬ����ͬ������������Ƭ�ϵ�ȱ�ݶ��٣�������һ�ŵ�ƬΪ��λ����Ϊ�ϴ�ĵ�Ƭ���ܰ�����ȱ�ݶ࣬��С�ĵ�Ƭ���ܰ�����ȱ���١����ԣ���һЩ���У����涨�ڵ�Ƭ����ʾ�ĺ���ijһ�ֲ������ڴ���ȱ�ݵĶ��١��ֱ��涨ȱ����������ĸ�ĺ�ȡ�25mm��>25��100mm��>100mm�������֣���10x10mm��10X20mm��10X30mm����״ȱ������ʱ��ӦѰ��ȱ�������صIJ�λ��Ϊ��Ƭ��������
�õ�Ƭ201
��������������
l 2����״ȱ�ݵ�ϵ��
l ���ڵ�Ƭ�Ϸ��ֵ�״ȱ�ݵij�ֱ���ֱ�Ϊ1��2��3��4mmʱ���������ĸ���С��ͬ�ĵ�״ȱ�ݣ��ڽ��е�Ƭ����ʱ����ͬʱ�Դ�����Ϊ�����ȱ�ݶԺ�������Ӱ�������ڱ���,�Բ�ֱͬ�������涨��һ��ϵ����ֱ��Ϊ1mm�����ף�ϵ��Ϊ1��ֱ��Ϊ2mm�����ף�ϵ��Ϊ2��ֱ��Ϊ4mm�����ף�ϵ��Ϊ6��������������ֱͬ���ĵ�״ȱ���ڼ����Ͼ������������������ף��ڵ�Ƭ�ϾͲ�ӦΪ3����Ӧ�����������ÿ������ϵ����������һ�𣬼�l+2+6=9����9�㡣
l ���ԣ����������ŵ�ȱ��ʱ��������Ȳ�ͬʱ�����ļ���ͬ�����������Ƭʱ�������ȸ��庸���ĺ�ȡ�
�õ�Ƭ202
��������������
l ��״�����ĵȼ�����
l �����۵�Ƭ������״�����ĵȼ����������� (��״ȱ��)
l 1��������״�����ĵȼ�����
l ����Ƭ�ϴ��ڵ�����״����ʱ��Ӧ�Լ�������ȷ����ȼ����ӱ��ı��п��Բ���ڵȼ������жԵ�����״���������������¹涨��
l a����������ռ���ı�ֵ
һ������£������ü����ľ��Գ��ȳߴ������еȼ����������Dz��ü�������ռ���ı�ֵ�����еȼ��������������������ǿ����˽Ϻ�ĺ������������Գ��ļ������ڣ��ϱ��ĺ�����Ҫ��϶̵ļ������ȡ�
�õ�Ƭ203
��������������
l ��������״��������״ȱ�ݣ������¹涨��
l ������״��������״ȱ�ݣ�������Ϊ��
l ��״���������뺸�����֮�ȡ�1��3ʱ��Ϊ��
l ��״���������뺸�����֮�ȡ�1��3,��2��3ʱ��Ϊ��
l ����Ƭ�ϴ��ڵ���һ��״����ʱ��ԭ���ϰ������涨���еȼ�������
l ���涨�˼������ȵ���Сֵ�����ֵ
l ������״����������С����ֵ4mm�������20mm��
l ������״����������С����ֵ6mm�������30mm��
l 2��������״�����ĵȼ�����
l ����ڵ�Ƭ�Ϸ��ֲ��ǵ�����״���������Ƕ�����״��������ʱ�ȼ������ϸ��ӣ�Ҫ�������������������
l a�������������� B����״�����ܳ�
�õ�Ƭ204
��������ʾ��
l �ۺ�����
l ��Բ��ȱ���������ڣ�ͬʱ����Բ��ȱ�ݺ���״������δ��ʱ��Ӧ�ȸ����������ٽ�������֮�ͼ�1��Ϊ���ռ���
l ÿ�ŵ�Ƭ�ļ���Ӧ�Ը��ŵ�Ƭ�и�������ȱ�ݼ�����͵�Ϊ���ŵ�Ƭ�ļ���
l
�õ�Ƭ205
l 6��4��2 ������������¼�뱨��
l ��Ƭ��ԱӦ������������������й����������ϸ��¼�����߱��棬����Ҫ���ݰ�����
l ��Ʒ������������ơ��Լ����̡����ߴ硢���ʡ��������淶��̽�˱�����λ��ִ�б������ա��ϸ�
l �չ�����������Դ���ࡢ��Ƭ�ͺš����з�ʽ���ղ��á���Ч�ճ��ȡ� �ع����(�ܵ�ѹ���ܵ��������ࡢʱ��)����Ӱ����(�¶ȡ�ʱ��)��
l ��Ƭ�����������Ƭ��š��������(�ڶȡ�����ָ������ǣ�αȱ��)
l ȱ�����(ȱ�����ʡ��ߴ硢������λ��)�����켶�𡢷�����������ս��ۡ�
l ��Ƭ��ǩ�֡����ڡ�
l
�õ�Ƭ206
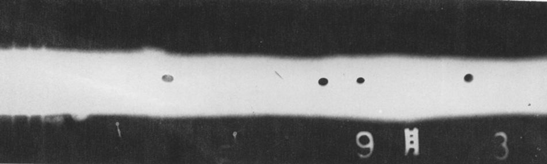
�������������Ƭ�����й���
l һ��̽����ԱҪ��Ƭ������ָ�������*��
l ��Ƭ�����������Ǧ��ѹ��Ϊ��Ƭ��
l ������Ƭ��ʼ��һ�������������ۺ��ߣ�
l С�ھ�������Բ����������Ȧ���档
l �����������������ԣ�����Ũ�ڱ�Եdz��
l �������ڷǽ�����������������ߡ�
l �ġ�ҧ�߳�����ɵ㣬�ƶ������������
���ȱ����ö���λ�þ����ۺ��ߡ�
�õ�Ƭ207
�������������Ƭ�����й���
l �塢δ���Ǵ�ȱ�ݣ�����ͼ���ֱ�ߣ�
l ��϶̫С�۱ߺ�ͶӰ��λ���м䡣
l �����ڰ�ֻ�������棬��϶̫���ǹؼ���
l �ڰ�δҪ���壬�ڰ��ȳɻ��ߡ�
l �ߡ�δ�ۺ���б�ֱ⣬�������ѷ��֣�
l ����λ���й��ɣ������¿����䡣
l �ˡ��������Ѷ�Σ�գ����Ѷ����ڱ��棬
���ѷֲ���Χ�㣬�м��Կ����˼⡣
�õ�Ƭ208
�������������Ƭ�����й���
l �š�����һ�������ƣ���Ӱ���������֣�
l ���Ѿ����ӳ��ԣ�������������Ƭ��
l ʮ���������ƺ�Σ�գ�ն�ݳ�������ȫ��
l ���Ʋ��۳��Ͷ̣�ȫ�����Ǣ���Ƭ��
l ʮһ��δ�ۺ�Ҳ��Σ�գ��ڶ���������dz��
l һ���ж�������������ȫ������Ƭ��
l ʮ����Σ��ȱ��δ�������첻���У�
���߸�����ͳ�����������������**��
�õ�Ƭ209
�������������Ƭ�����й���
l ʮ������������Ī��æ������Բ�κ���״��
l �������3Ϊ�磬����3������״��
l ʮ�ġ�����Σ�������������ܿ���
l �����۵���ȣ��м��Ȳ��뷨��
l ʮ�塢����ȱ�ݴ��ϣ����ű�����������
l 2����Ӽ�ȥ��3����Ӽ���
l ʮ������ƬҪ��������°ݺ�����������
Ҫ�ʾ�������Щ�����ӹ��պ�ͶӰ��
�õ�Ƭ210
�������������Ƭ�����й���
l ע��*����ָ��ϵ��Ƭ�ĺڶȡ������ȡ����� �ȡ������ȱ�����ϱ���Ҫ��
l **ָ���溸�Ĺ��ߺ����˫�溸������������δ�����ж�����
�õ�Ƭ211
l лл��λ
l ף˳����ɿ��ԣ�